
So Many Mistakes! Am I Too Old for this hobby? Or is it the heat?
by John
Having completed the model Trevithick dredger engine, and not having an inspiration to start another major build, I decided to make another steam driven boiler feed pump.
Earlier this year (2019) I made a horizontal, duplex, twin cylinder feed pump for the 6″ vertical boiler, but I had also purchased the castings and plans for a vertical, single cylinder feed pump, not having decided which version to fit to the boiler. The horizontal twin version fits and functions very well, but I decided to make the vertical version while I am thinking about another major build.

This is what it will look like. Hopefully. Single acting 3/4″ steam cylinder top, and 1/2″ water pump bottom.

The plans, O rings and castings. The castings have been cleaned up on the RadiusMaster, and the steam cylinder (top) is almost finished.

The 7 pages of plans are excellent. Imperial measurements and fasteners. I will use metric fasteners.

But I work in metric.
So over the past few days, excluding the ones over 38ºc (100ºf), I have been machining the gun metal castings. And making a real mess of it.
The Mess.
- The steam cylinder bore. Bored with a boring head on the milling machine. Turned out nicely, but I decided to run a 3/4″ reamer while it was set up on the mill, thinking that the dimension would be more accurate. I did not notice until too late that the reamer was damaged. It badly scored the bore. I considered making a new cylinder from bar stock, but used the boring head to remove the scores. Now 0.75mm oversize. Annoying but not fatal.
- Steam passage not centered.

The steam passage in the cylinder cutout is meant to be centered. It is off at a 15º angle, and is centered with the cylinder top, but not the bottom of the cutout where it should be. OK, it will not be seen, will not affect the function. Just a trivial mistake. That is the final oversize bore.
3. This one could have been fatal. All of the center drill holes for the screws and steam passages in the cylinder valve face were off by about 1mm. The workpiece had moved in the milling vice between setup and machining. I really thought that this would probably require a new part, but I decided to proceed and see what eventuated.
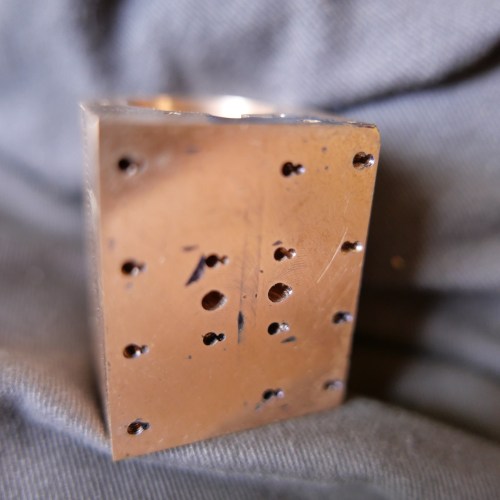
The middle 6 holes are the steam inlet and exhaust passages. Fortunately they are in the correct vertical position, and have just been widened horizontally by the incorrect centre drill holes, which should not effect the function. The screw holes merged into the incorrect holes, and were pulled a fraction laterally, but should be OK. At final assembly I will fill the incorrect holes with something, probably epoxy or gasket goo.
4. This was the most obvious error. Moved the mill table in the wrong direction, and the rectangular hole ended up with an extension. I don’t think that it will effect the function. And it wont be seen by anyone except me, and all of you blog readers. Oh, and now I have to kill you.
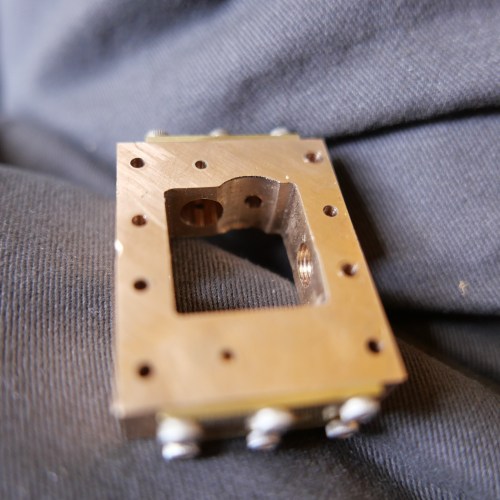
Bugger bugger bugger
5. This was another mill problem. I had changed the tools to a 1.6mm drill bit, and reset the Z axis zero. Or had I? Maybe I had neglected to hit <enter> after the reset. Anyway, the chuck crashed at high speed into the job, impaling and snapping off the drill bit, gouging the steam chest, and the drill chuck gouged the milling vice. The chuck survived but required some remodelling on the belt sander and then a diamond file. The vice jaw also needed some impact craters to be flattened, then swapped out to another less critical vice.
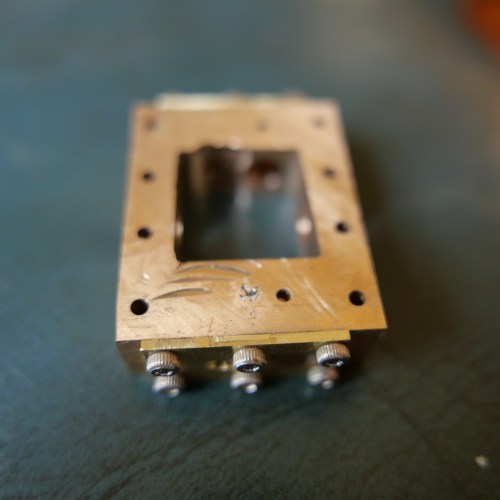
I flattened the gouges in the steam chest face, and I will make sure to fill those with something at final assembly. The embedded drill bit can stay there, after flattening it with emery paper.
There were some other more minor issues, which do not bear repeating and prolonging this missive. This all happened over 2 days. Mistakes are made, and I console myself with my father’s advice “he who makes no mistakes makes nothing”. But, this is the worst run of blues which I can remember. It IS hot, which is not ideal machining conditions. So what do I do?
Well, maybe it is just a bad patch, and things will be better next session. And, I will try to be not SO impatient to get things finished that I don’t double check. I (and you) will just have to wait and see.
BTW, have a safe and happy new year. 2020. It is 101 years since we had a double number year (1919), and most of us will not see the next one (2121). So make the most of it!

Hi John
A machinist who says he has not made a mistake is not telling the truth. As you said things will work and not be seen so keep going and remember the saying measure twice cut once. Hope next try will be better.
Happy New Year to you and the family
Cheers
John
LikeLike
I have kept out of the workshop on the really hot days, using it as an opportunity to catch up on some projects with the 3D Printer. I find with the heat in the workshop I do not concentrate as well and silly mistakes happen.
LikeLike
My 3d printer is on its way!
LikeLike
Hello John,
We all have brain fades, commonly for me when doing repetitious work and focus drifts to the next more interesting process instead of completing the one at hand. Scrap bits at the back of the workbench are a constant reminder not to get too cocky.
Machine on!
Happy new year,
Robert
LikeLike
Happy New Year John (beyond these tragic bushfires)
If you are too old then lots of us are in trouble!
It might sound a little trite but I have to step back, re set and love the little bit I’m making – even the jigs.
Tim
LikeLike