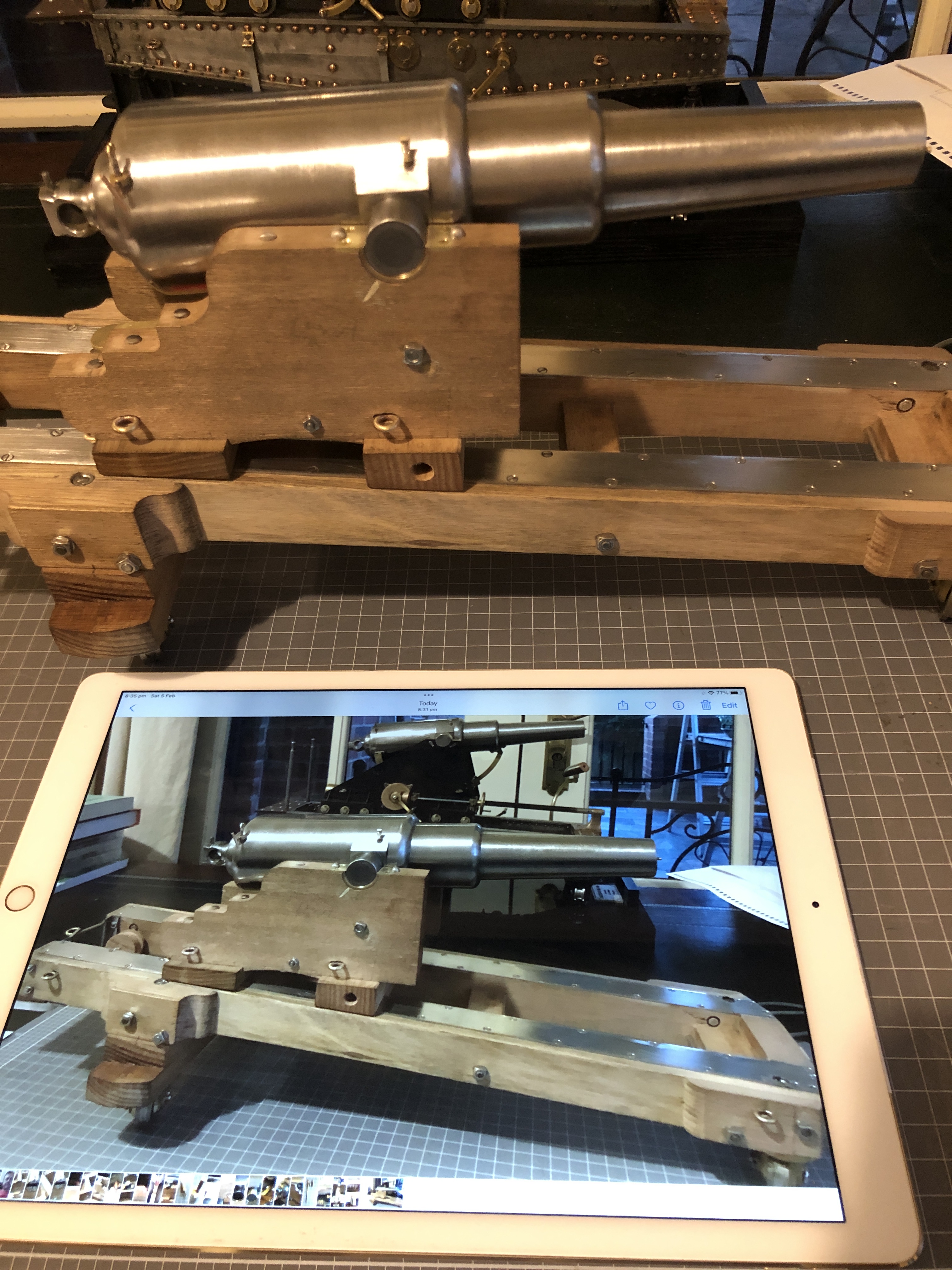
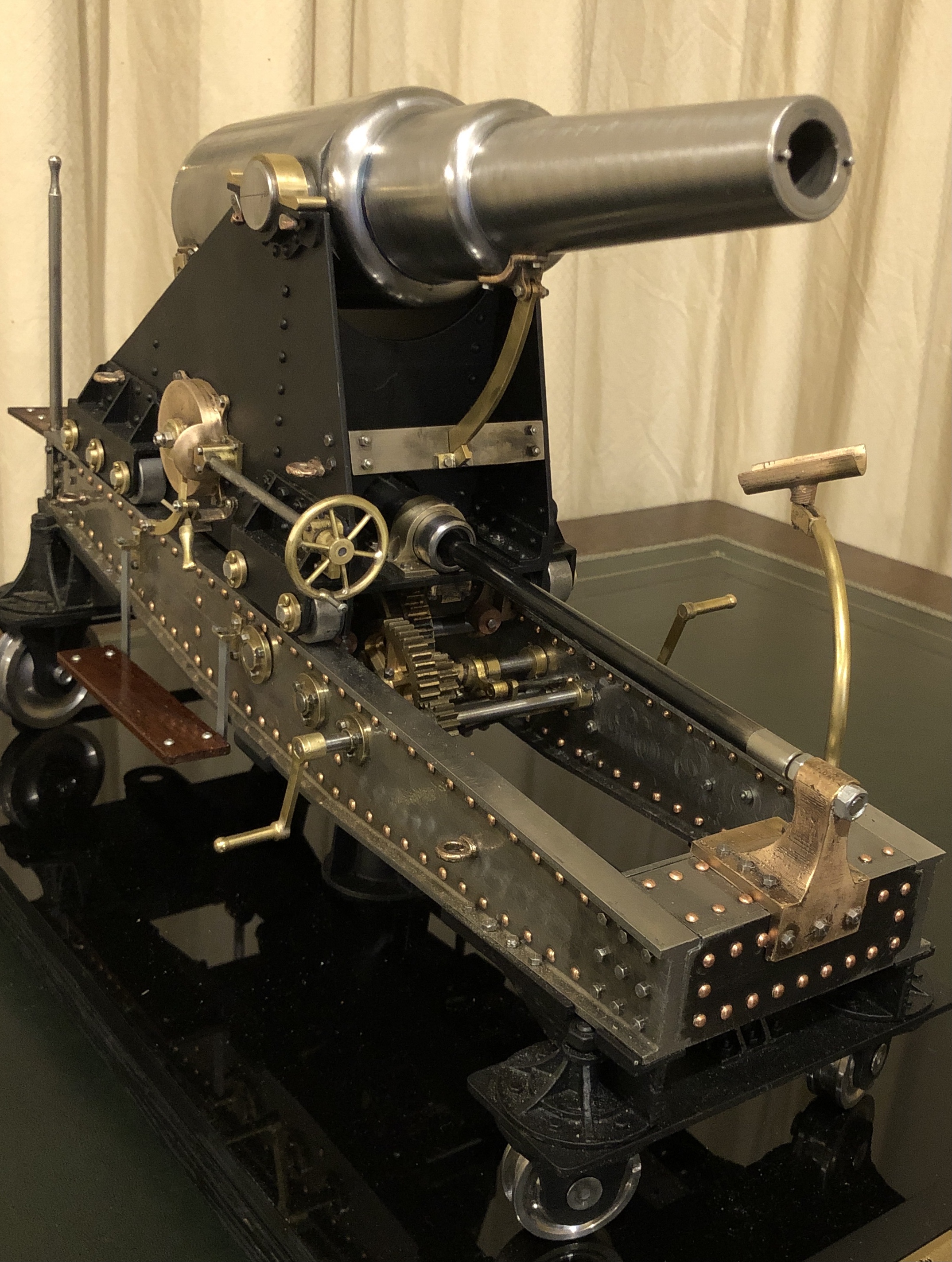
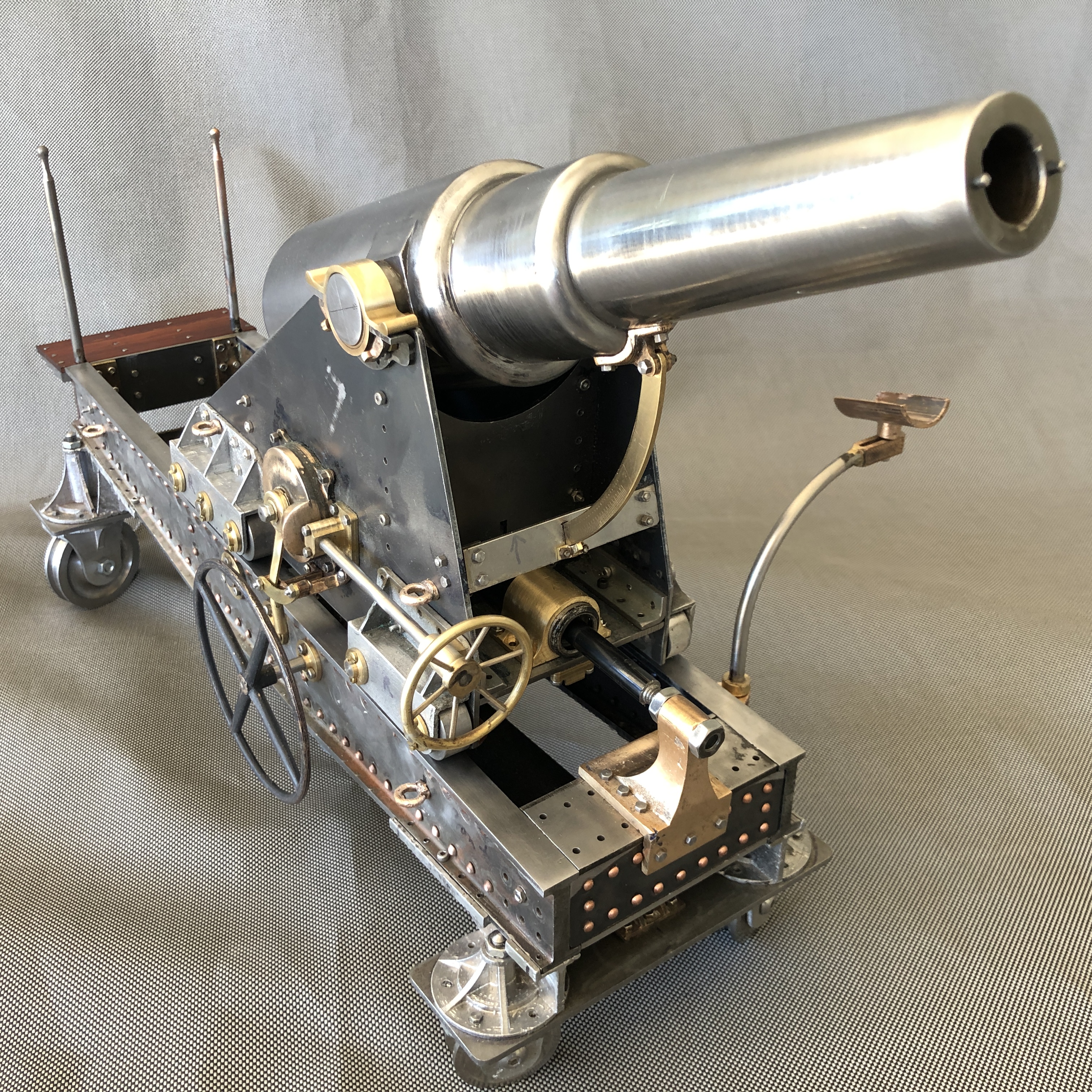
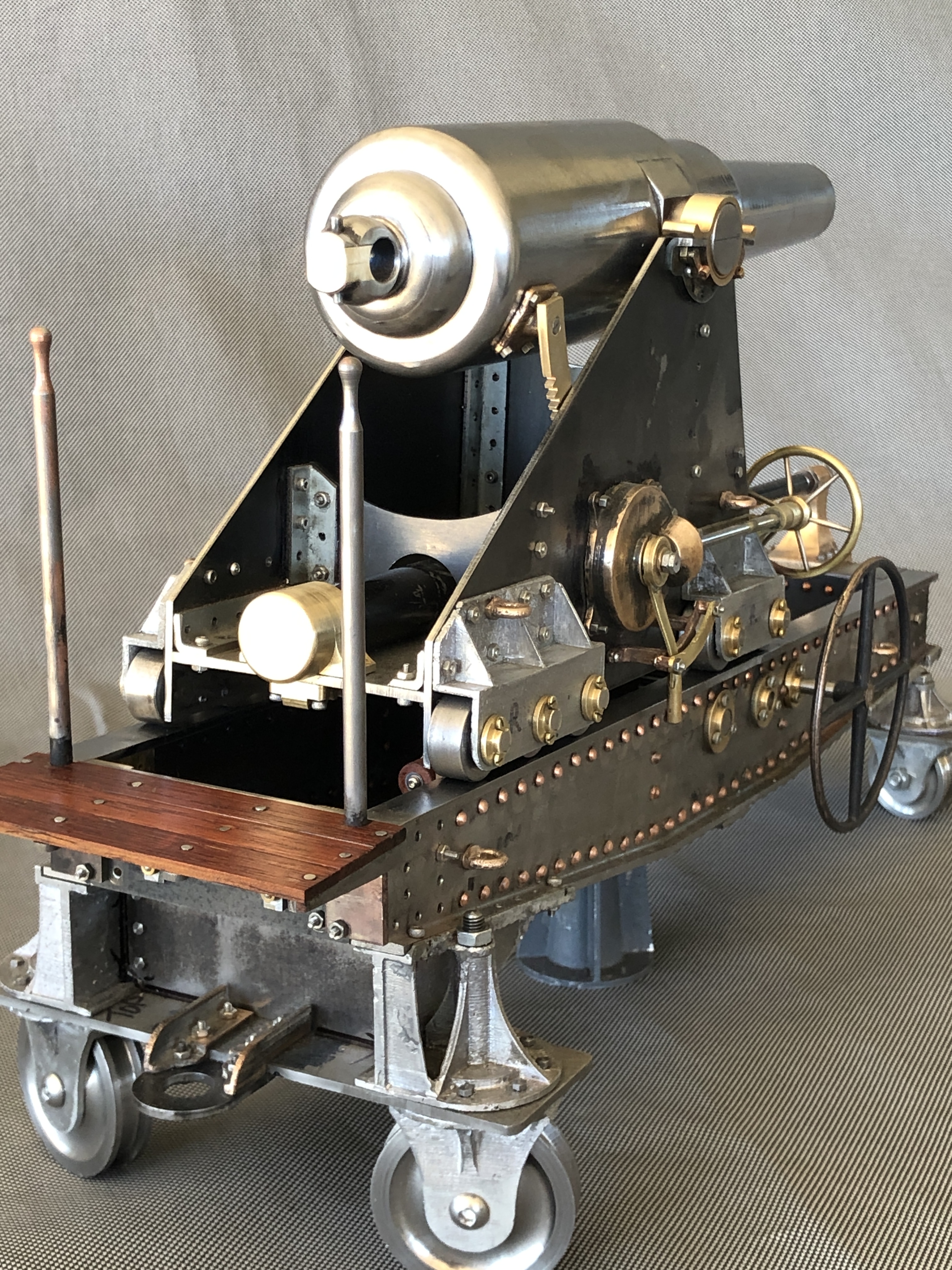
This list is more for my own amusement than expecting much reader interest. It is a list of the materials which I have used in making the model Armstrong RML’s.
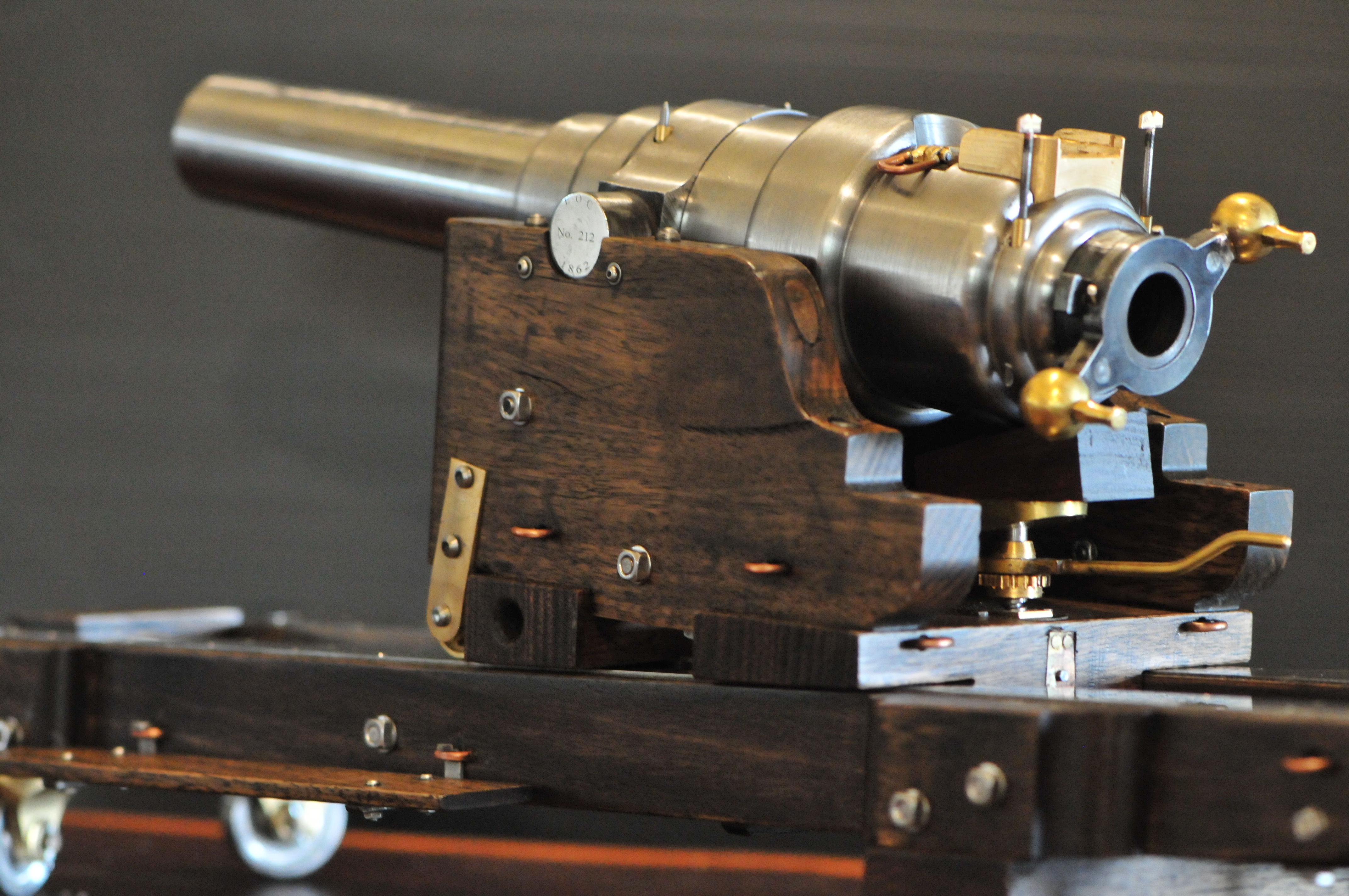
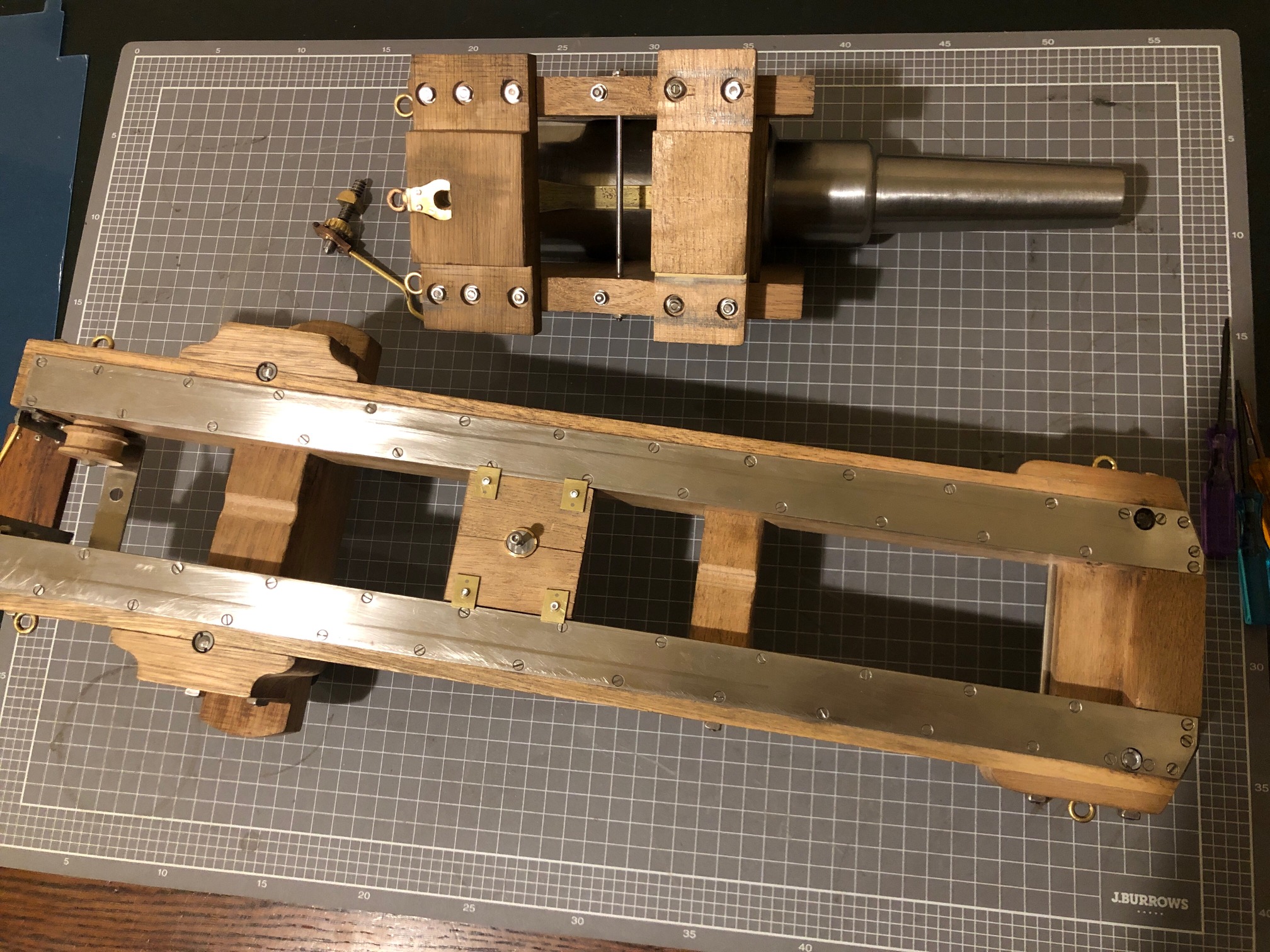
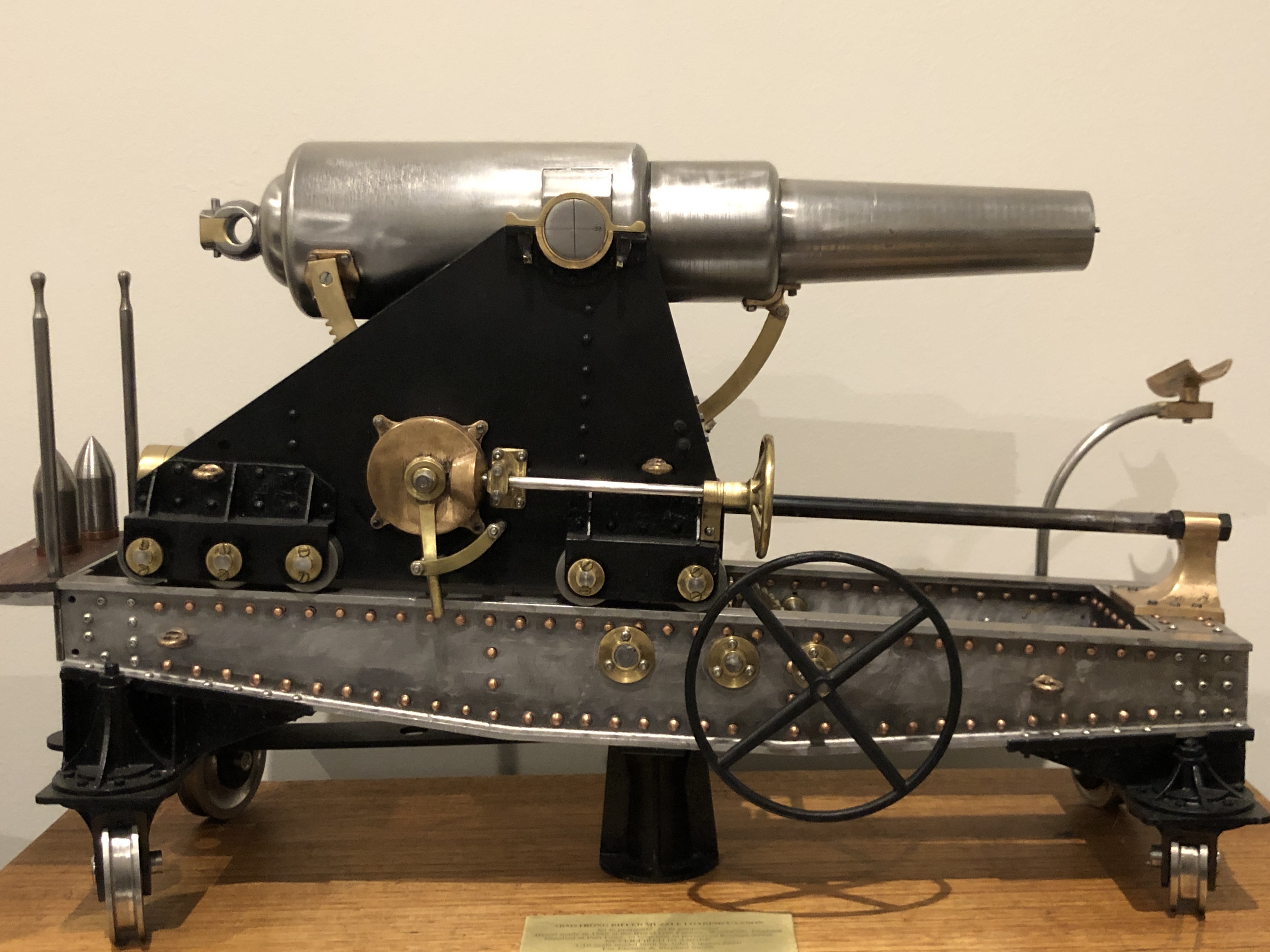
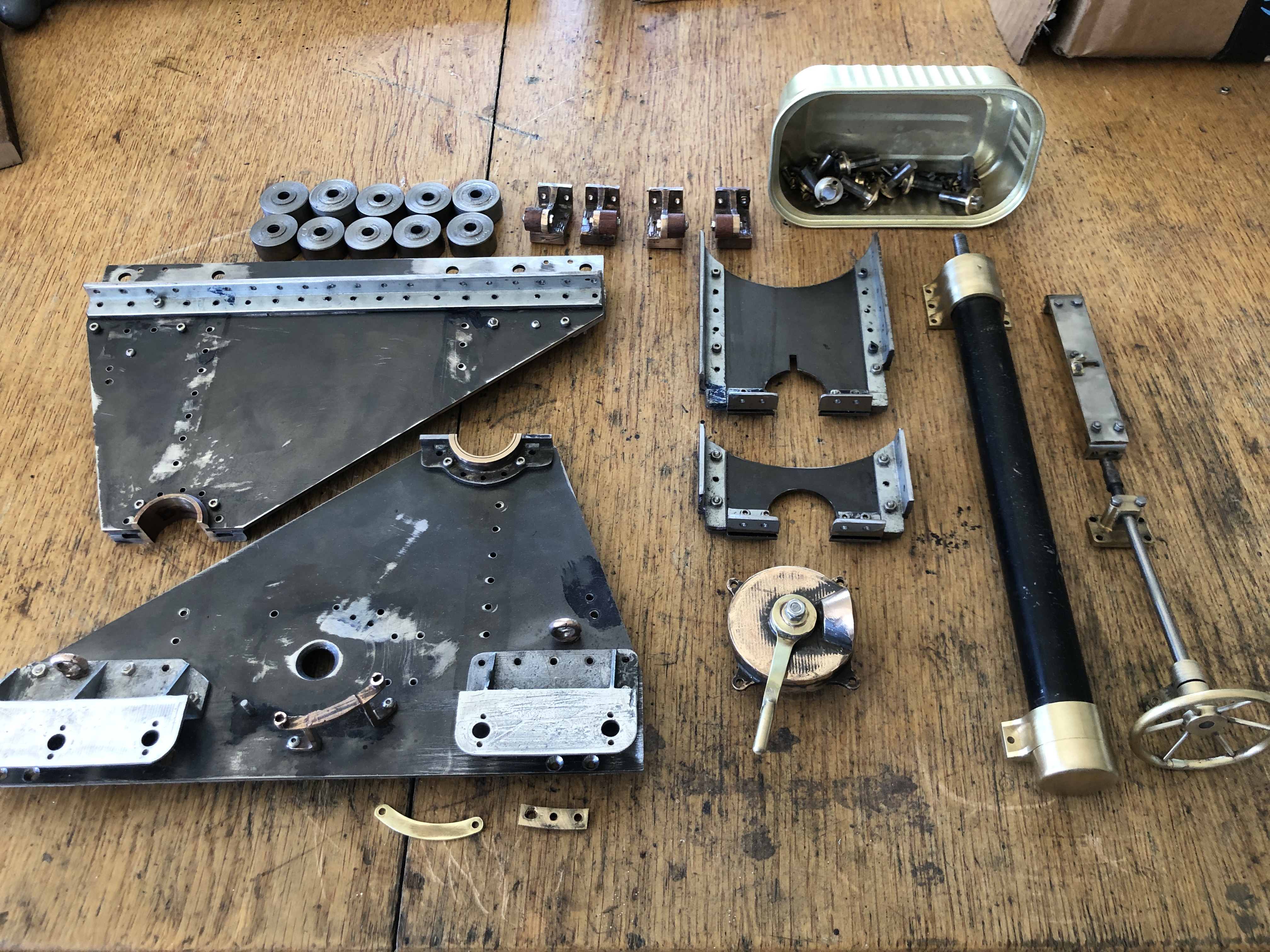
Mild steel (most of the structural components, barrel 2)
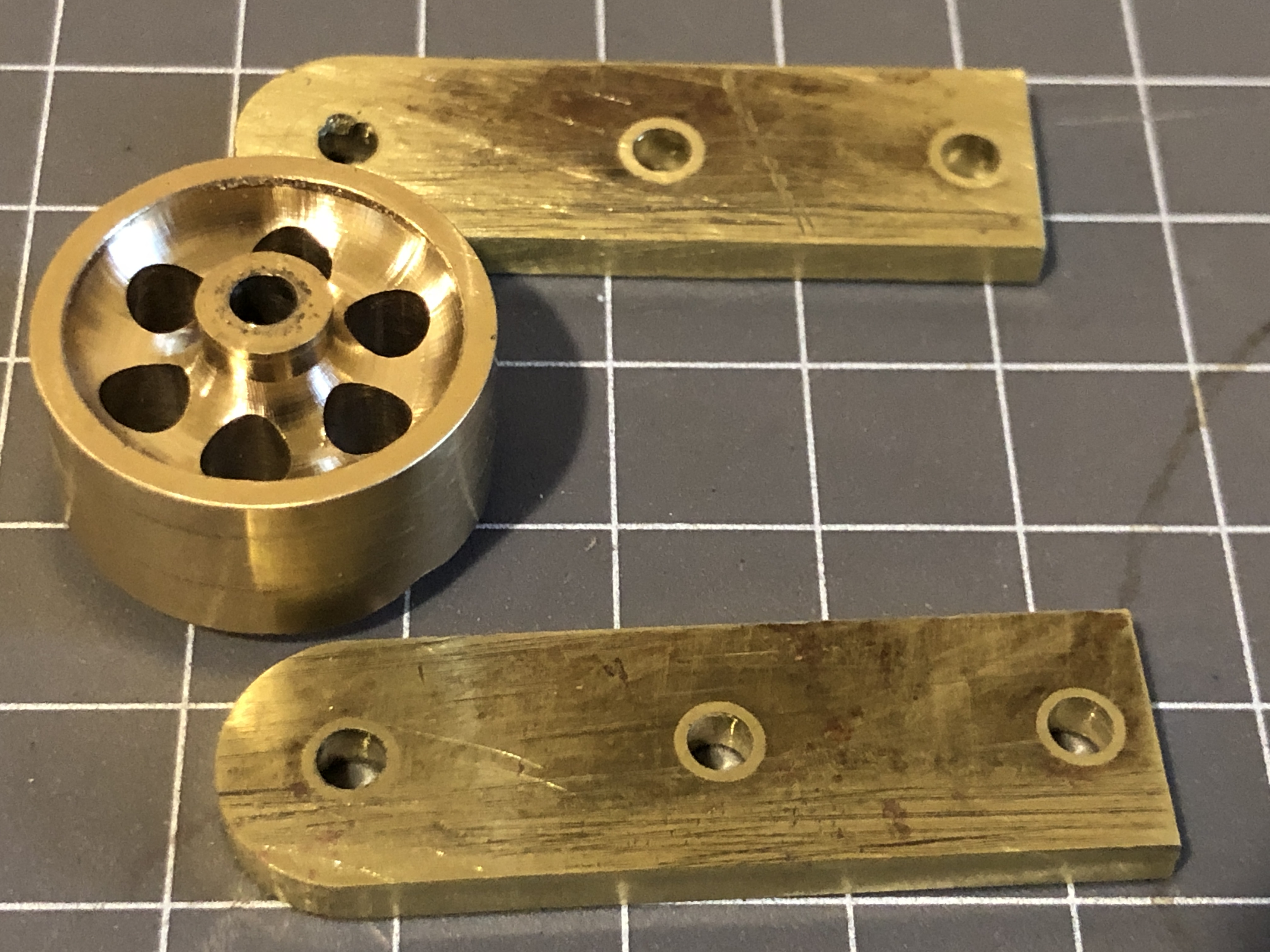
Stainless steel (barrel 1, wheels, and metric fasteners)
Tool steel (rifling cutters)
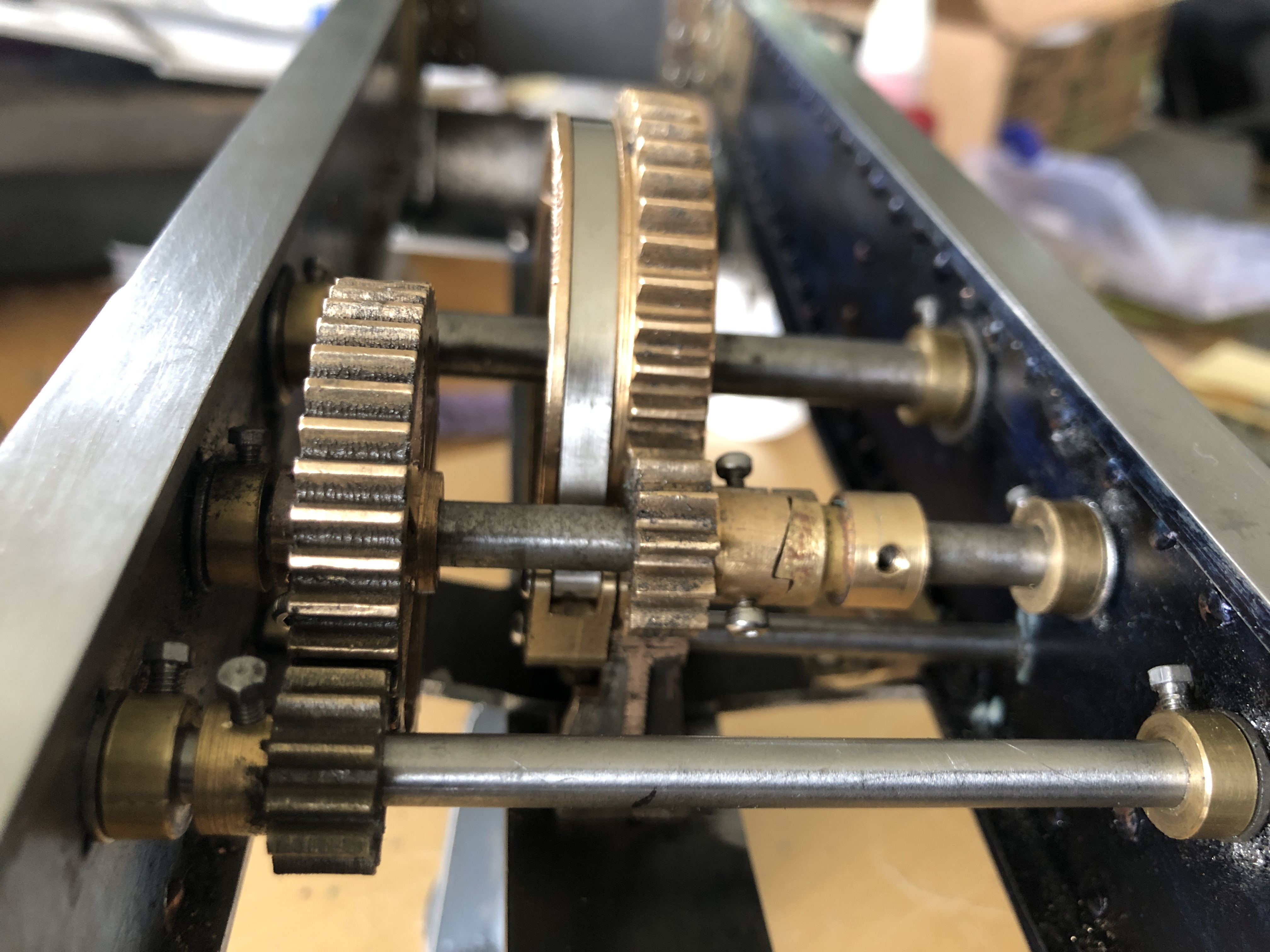
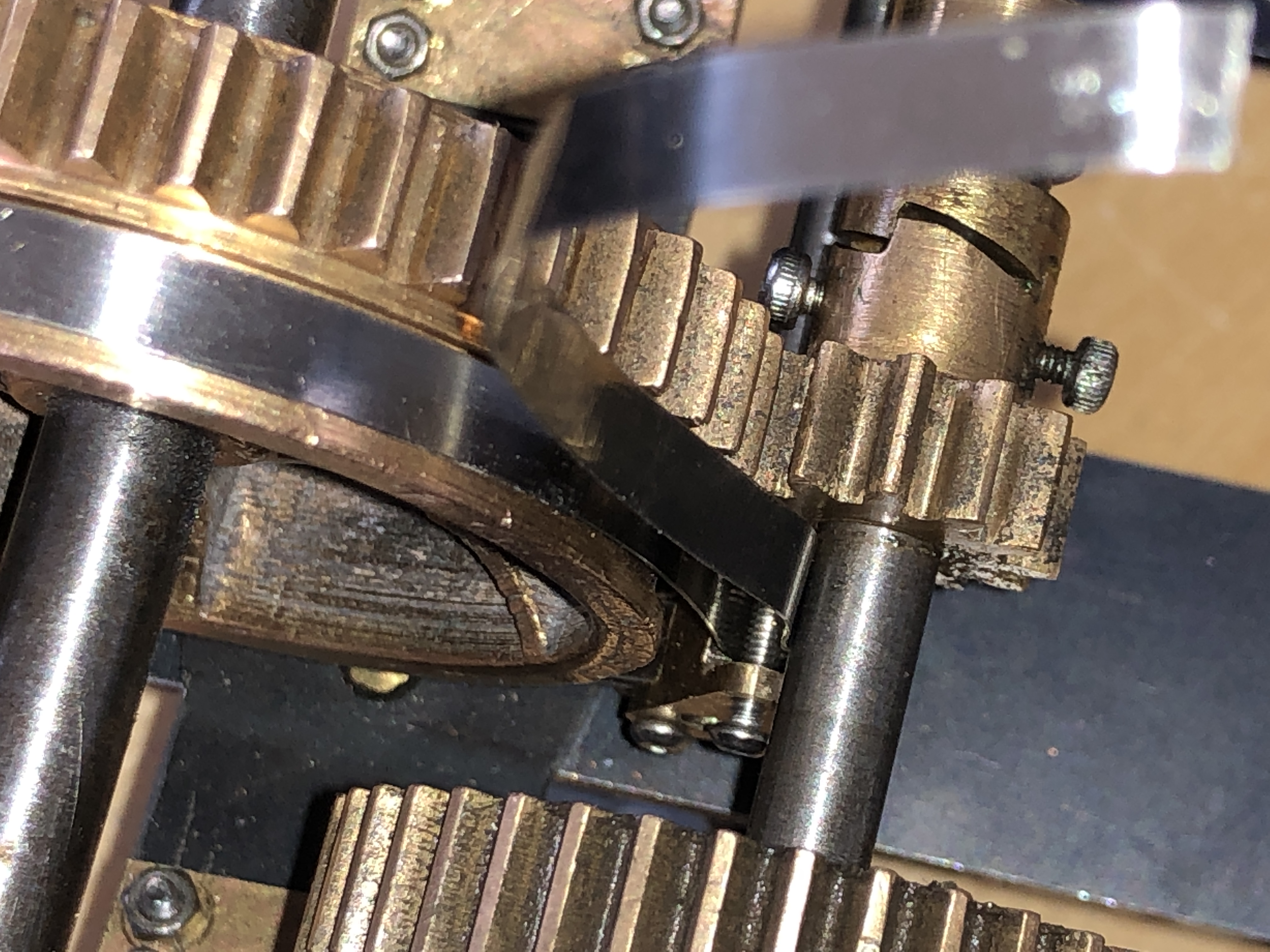
Bronze – LG2 (ingots for casting many small components, bar stock for machining small components where possible)
Brass (some small components)
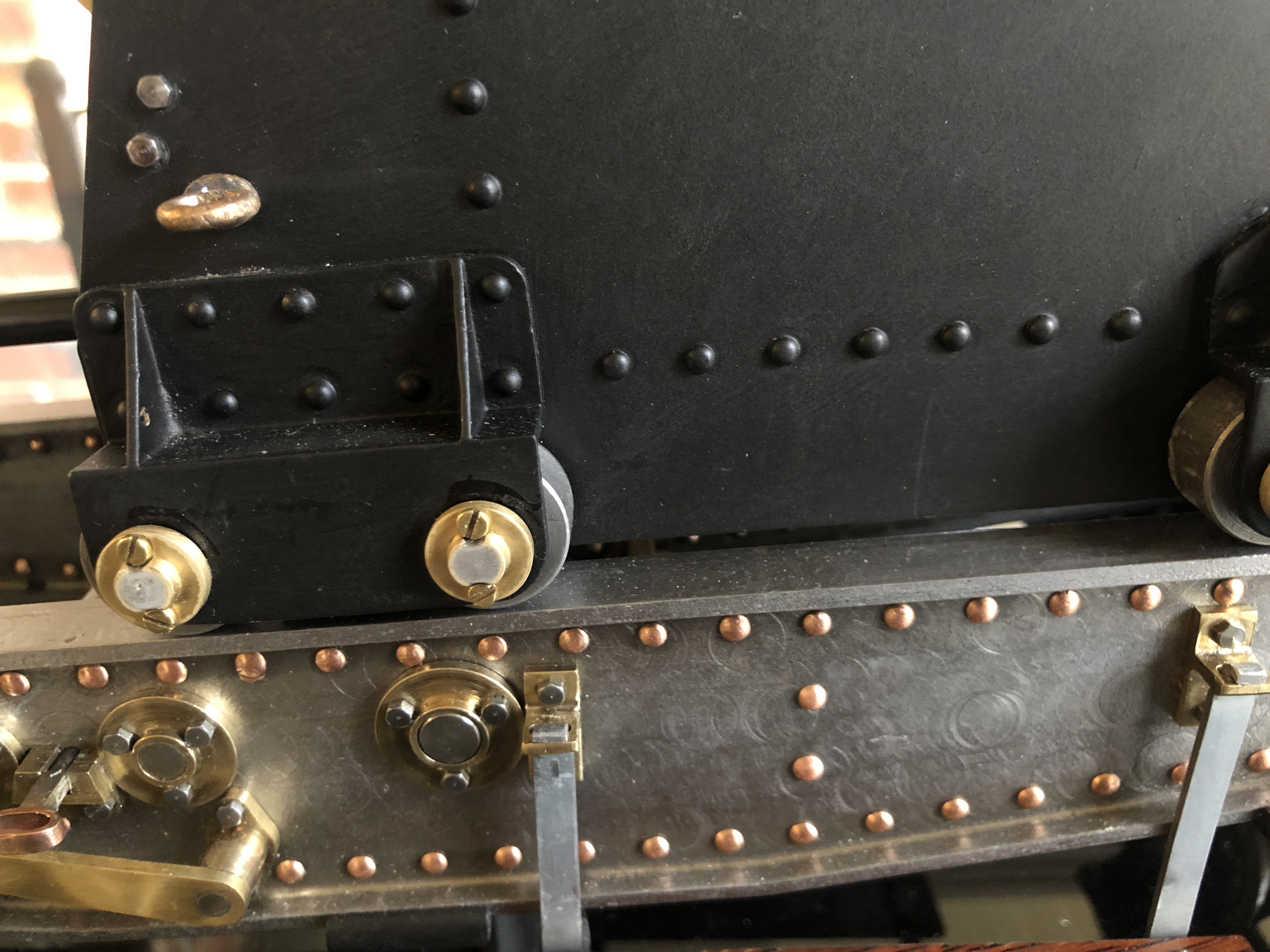
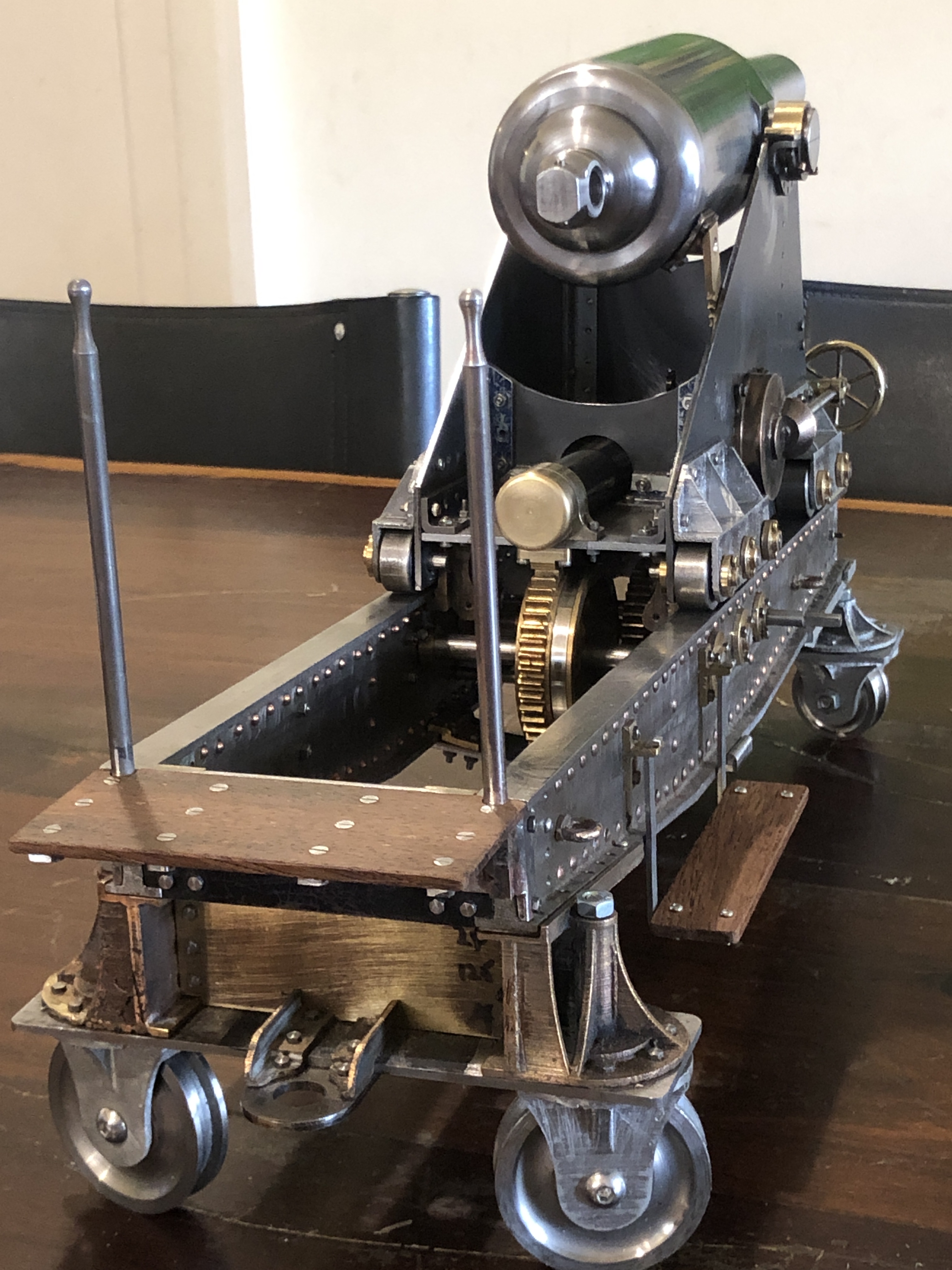
Copper (rivets, gas checks)
Aluminium (ingots for casting wheel brackets, bar stock for CNC jigs)
Jarrah (floor board offcuts for platforms)
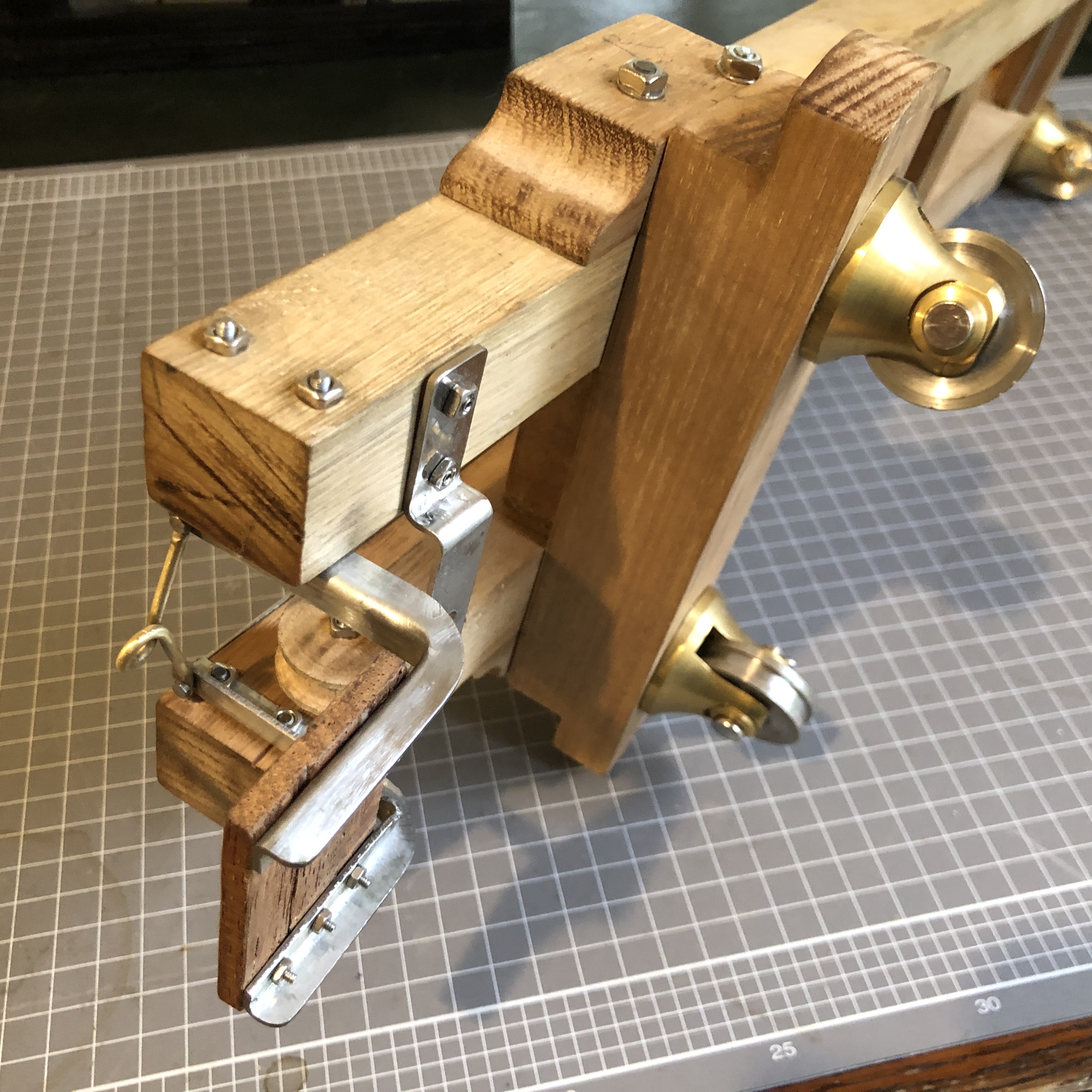
gas struts (adapted for use as the recoil mechanism)*
And the processes…this was prompted by a question from my daughter.
Photography (still, video, drone)
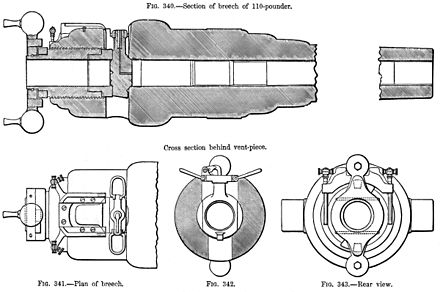
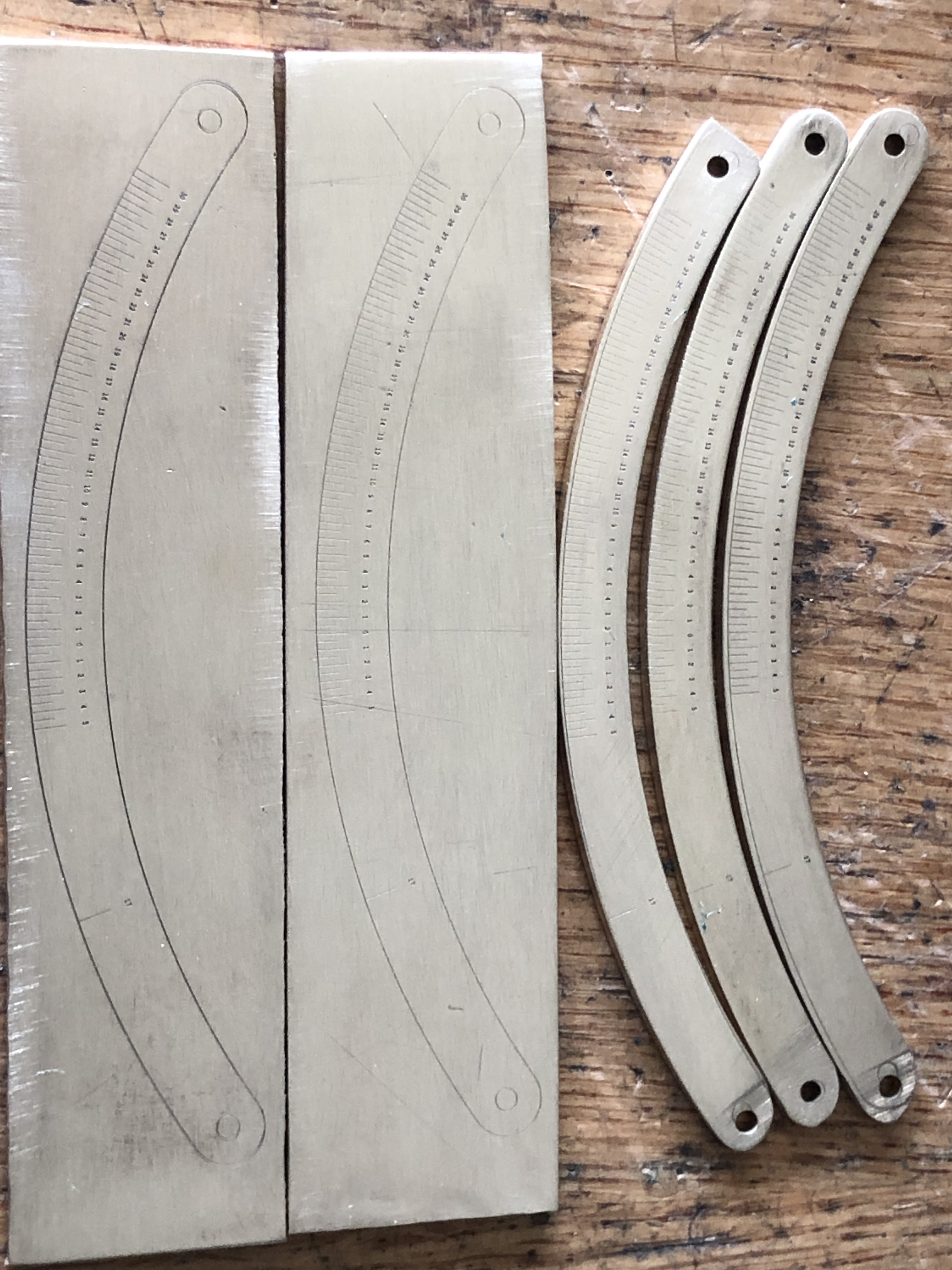
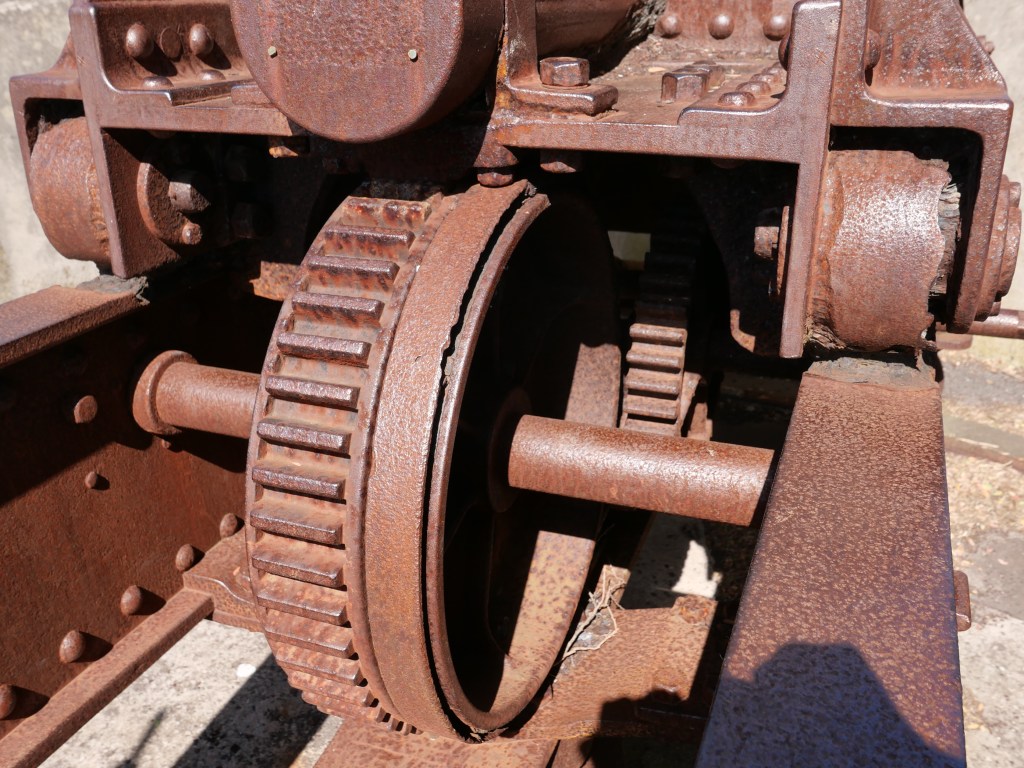
Linear and angular measurement of the original cannons
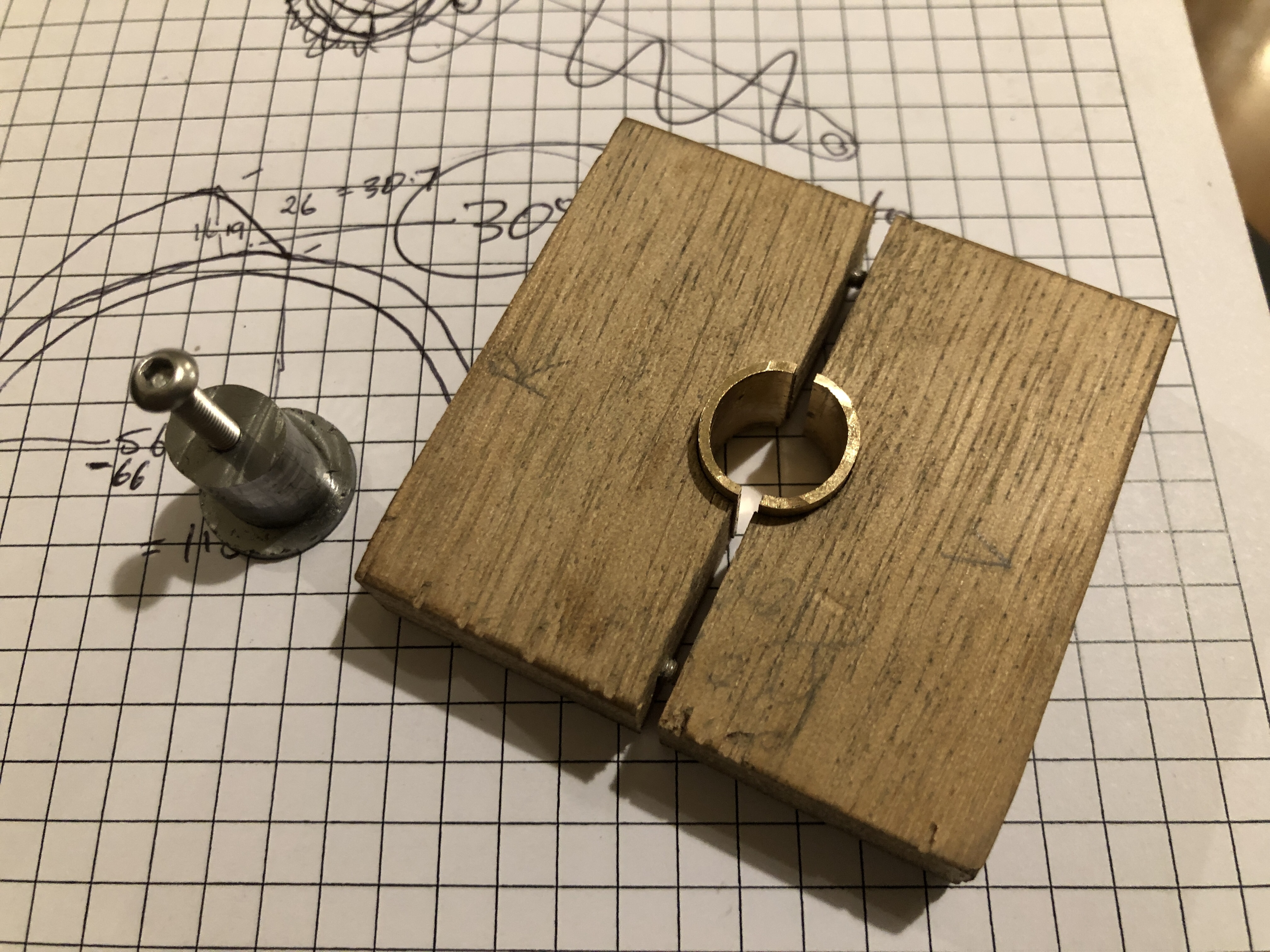
pencil sketching
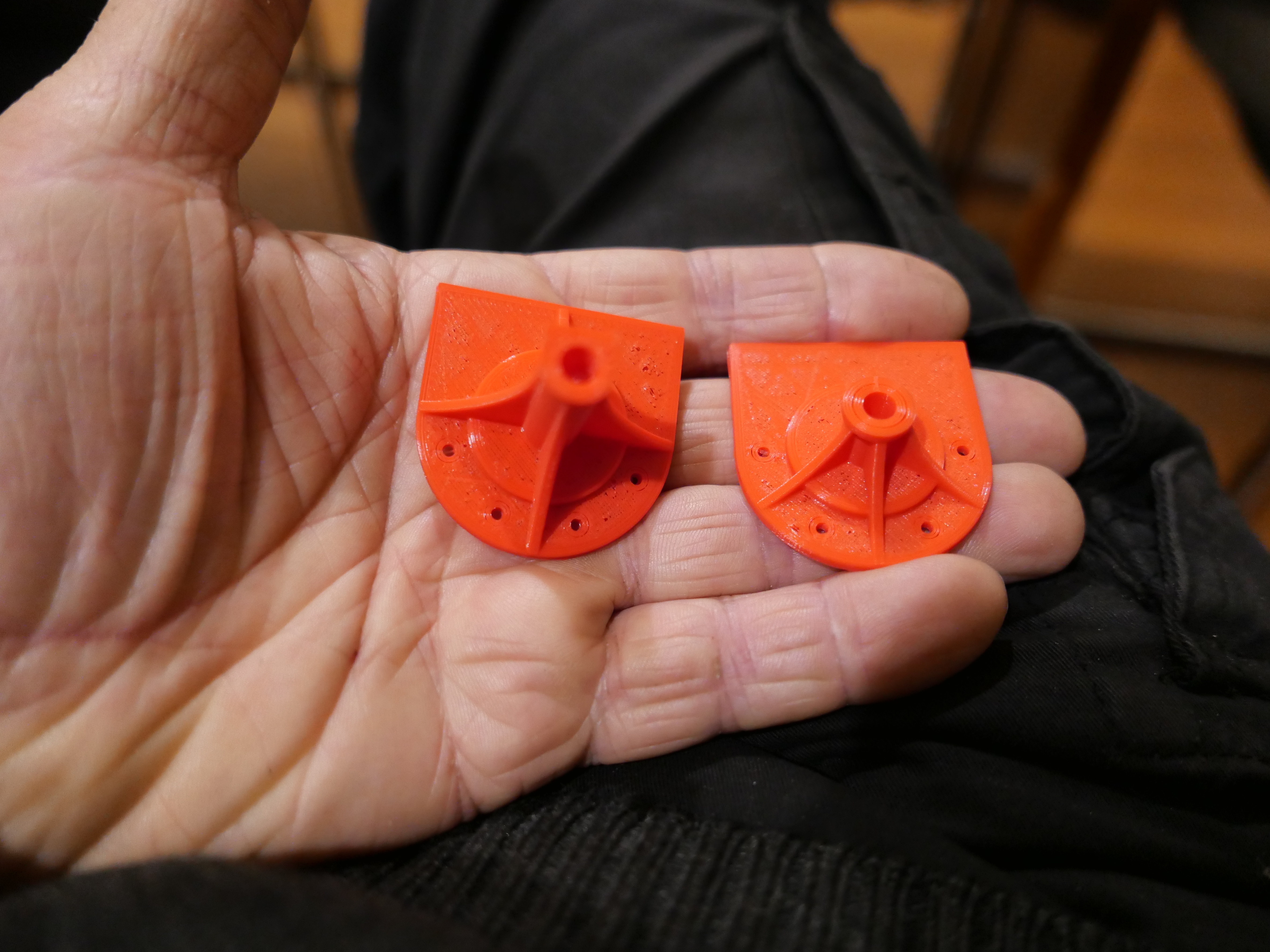
3D printing (new skill for this project)
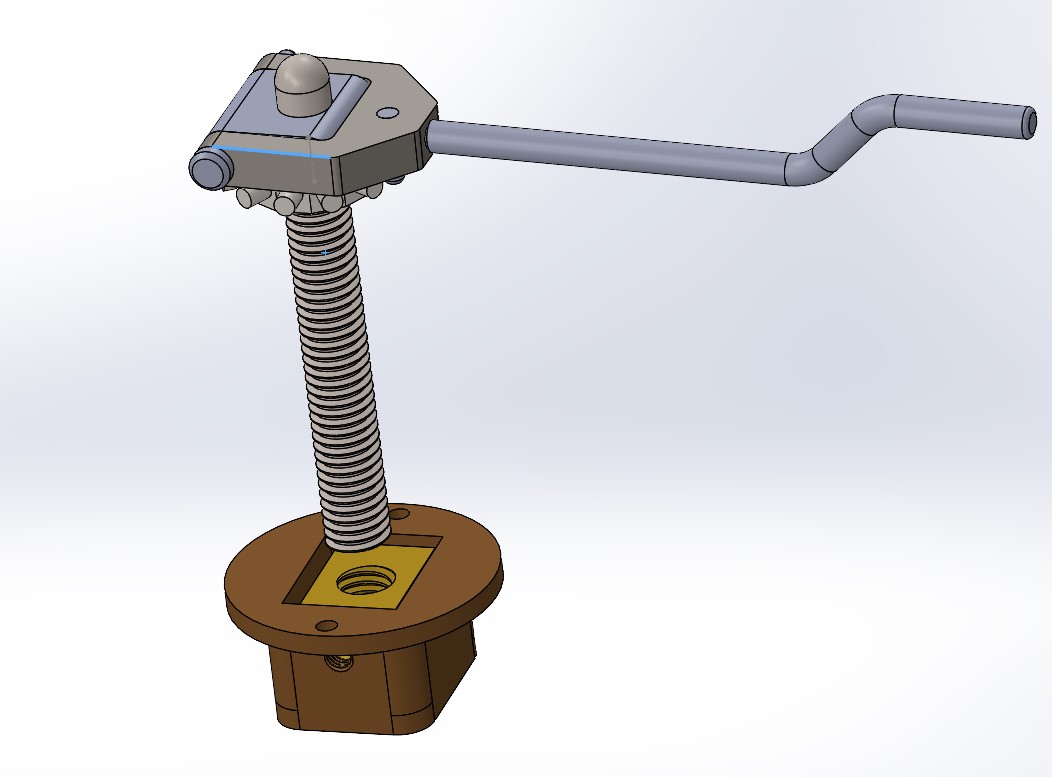
CAD design 2D and 3D
Discussions via web site, email, telephone, face to face with historians, cannon enthusiasts, black powder enthusiasts, model engineers, mechanical engineers, computer experts, CAD experts, museum curators
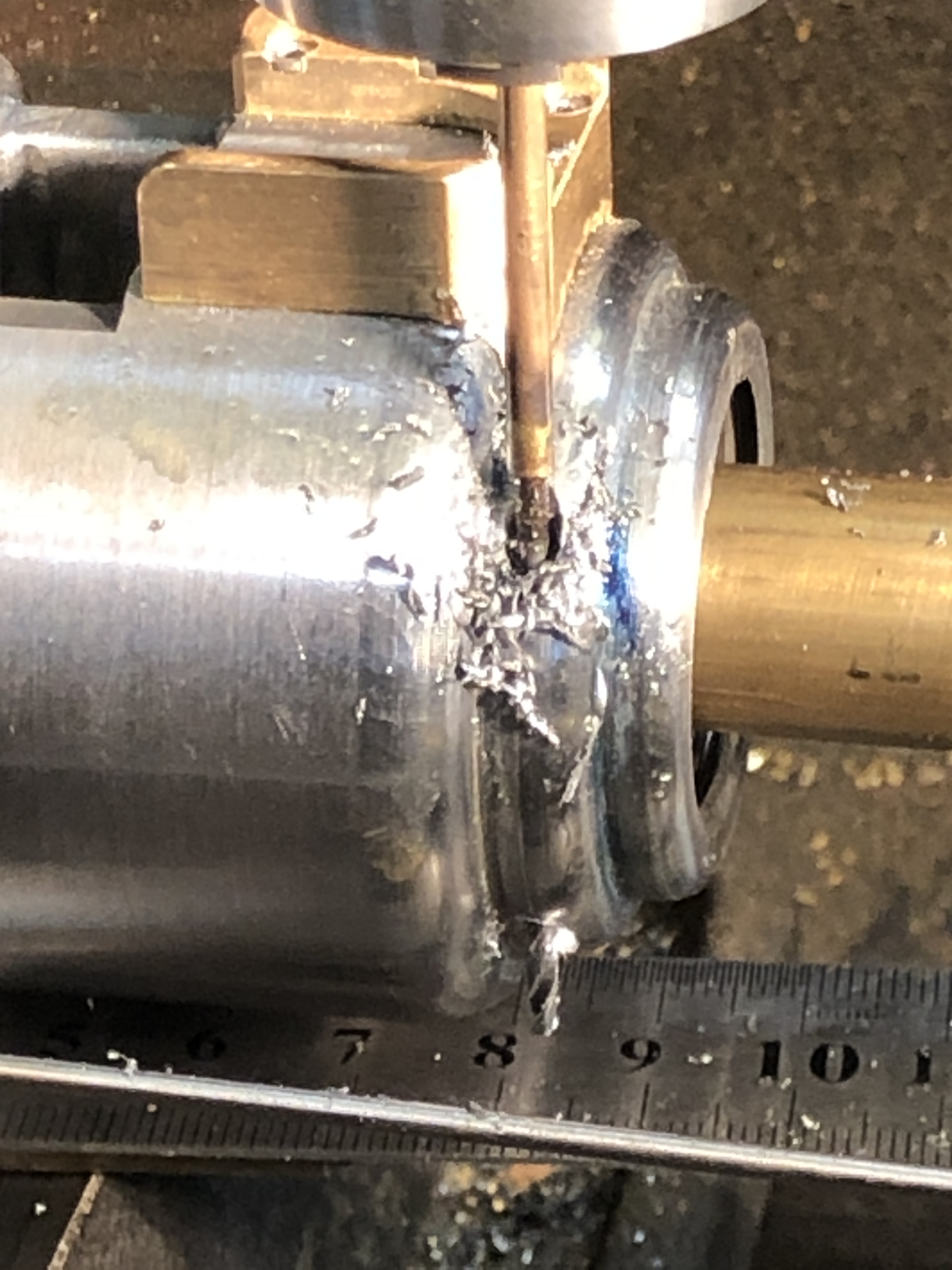
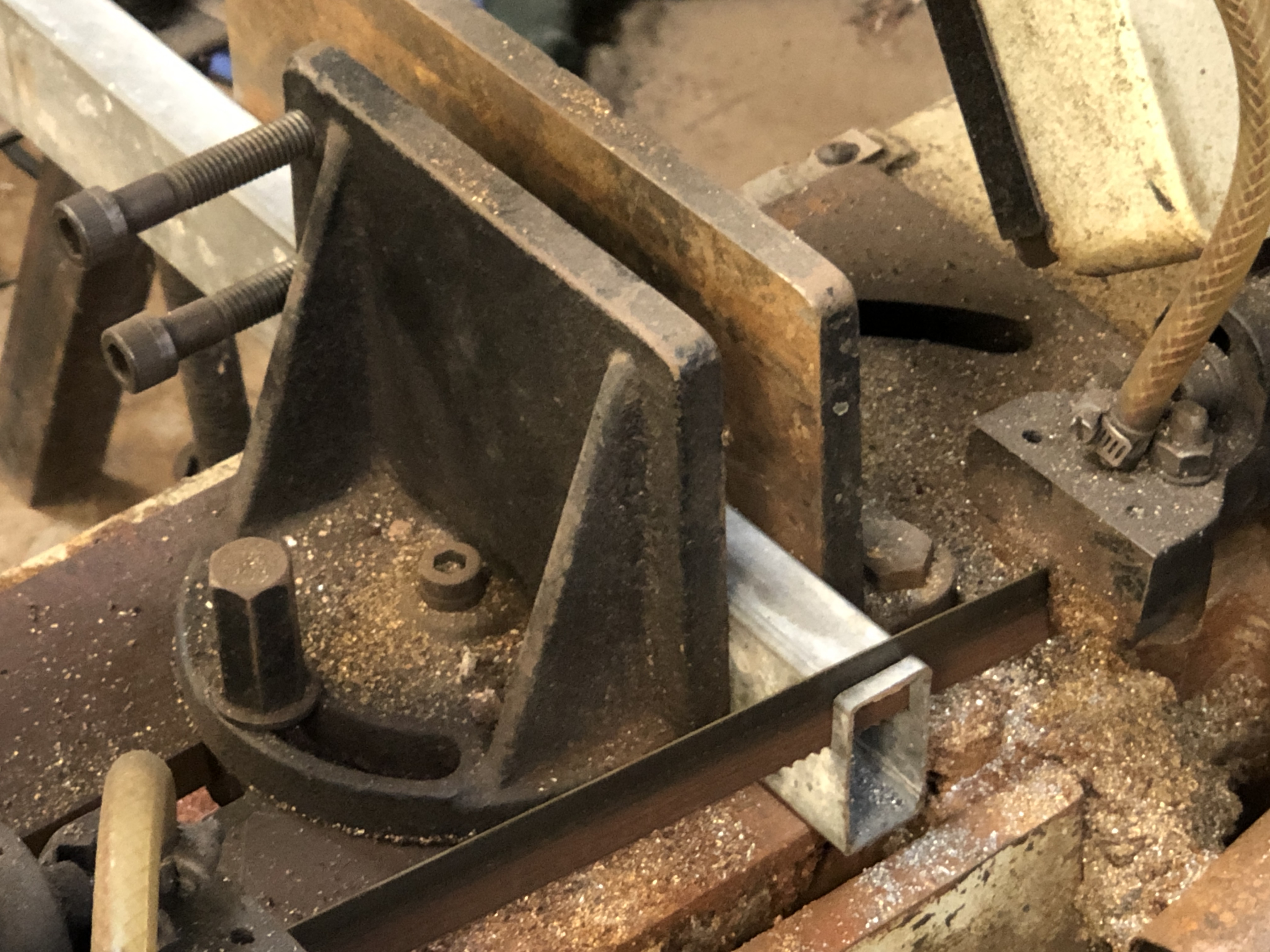
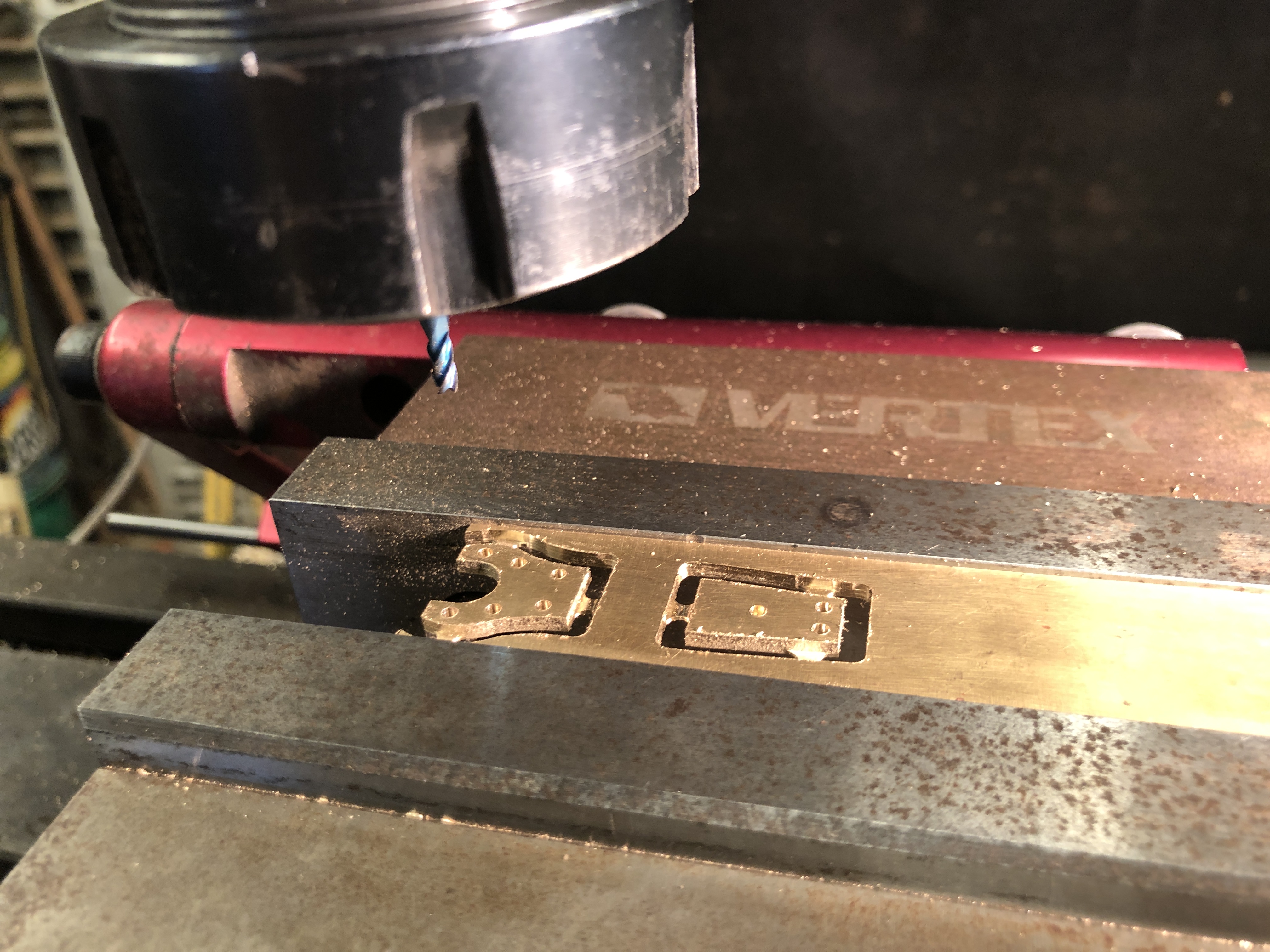
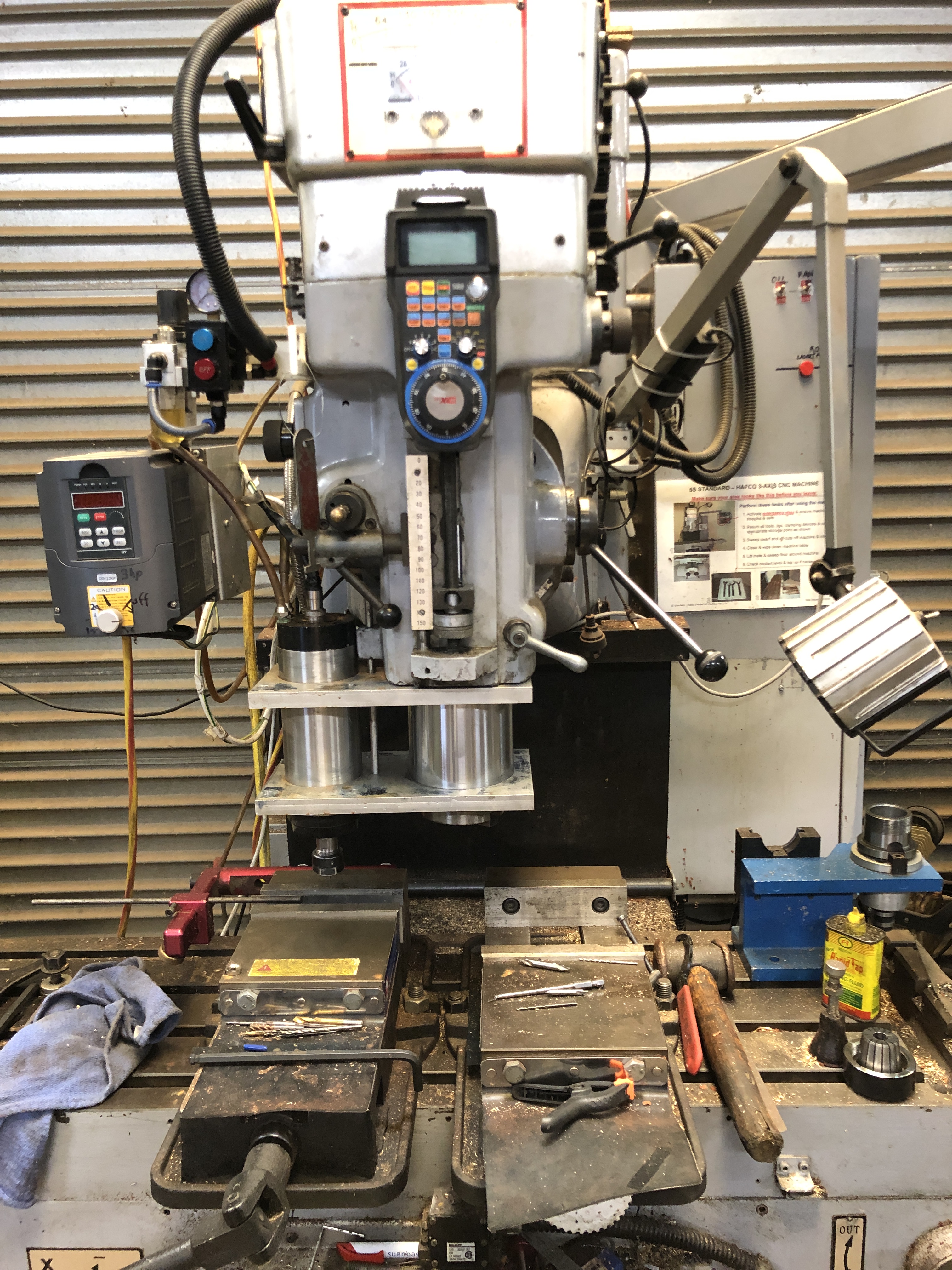
Conventional machining with mill, lathe, drill press, hand tools
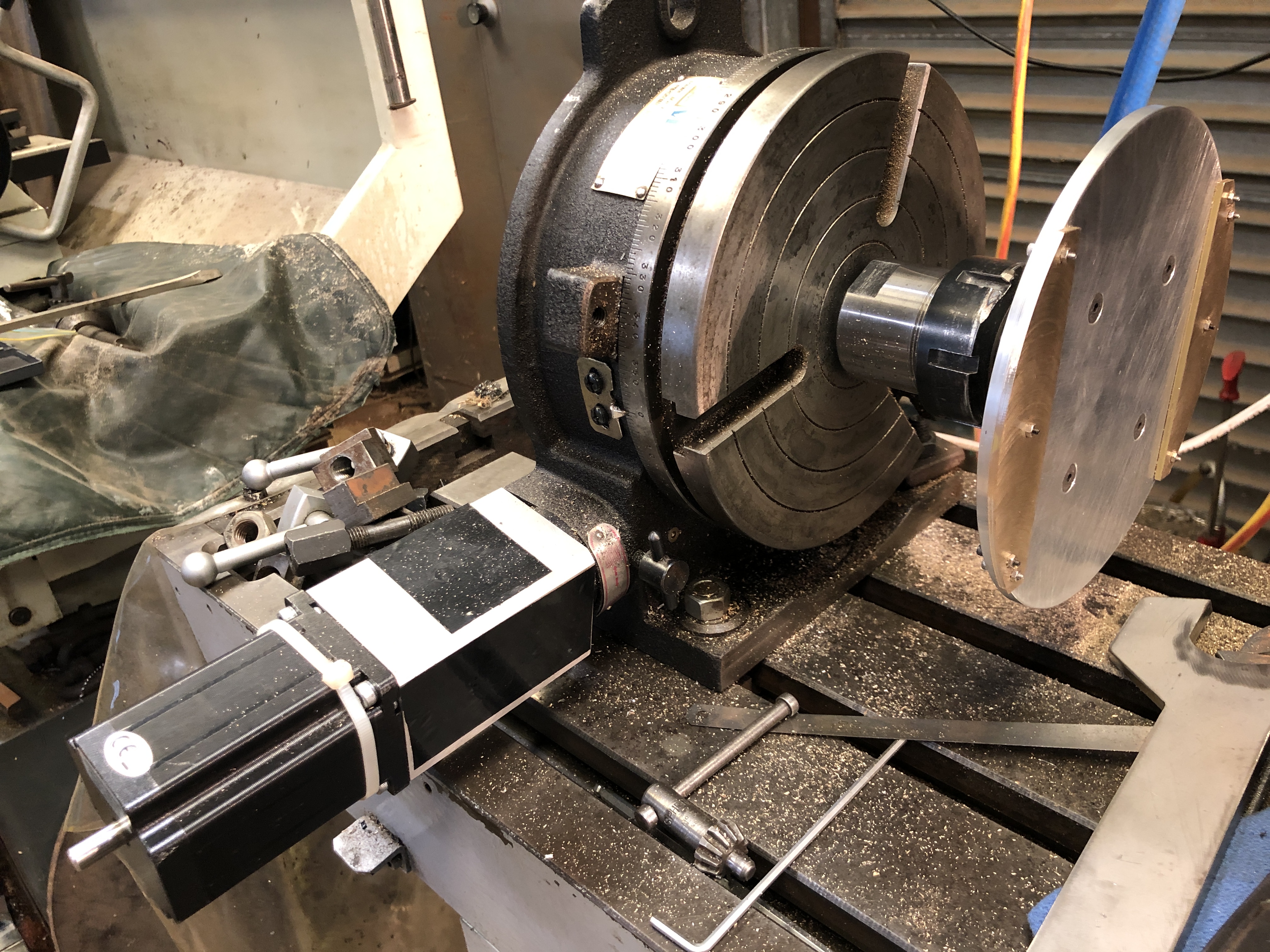
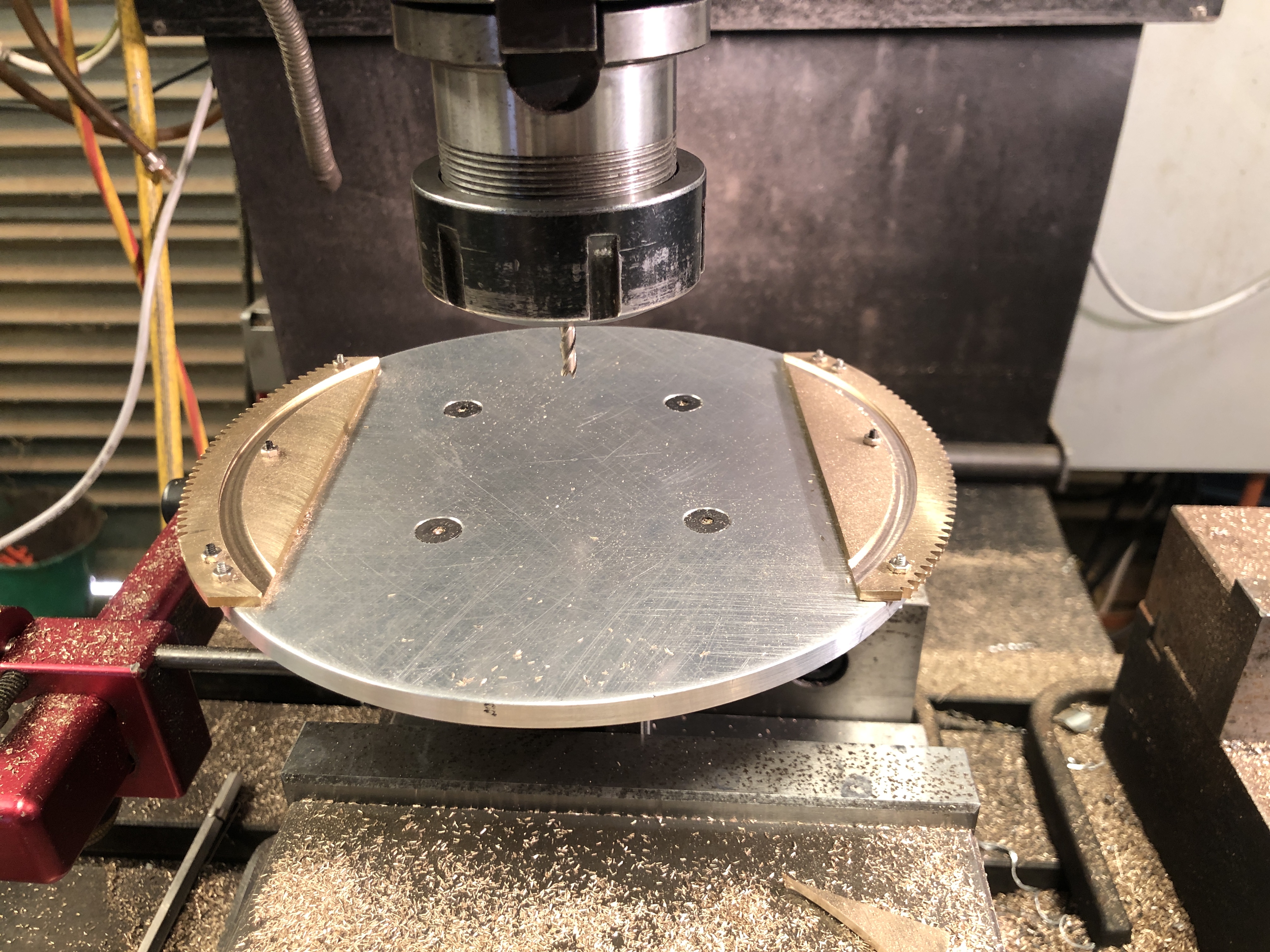
CNC machining with mill, lathe, rotary table (new skill for this project), using Mach3, Vectric V-Carve Pro.
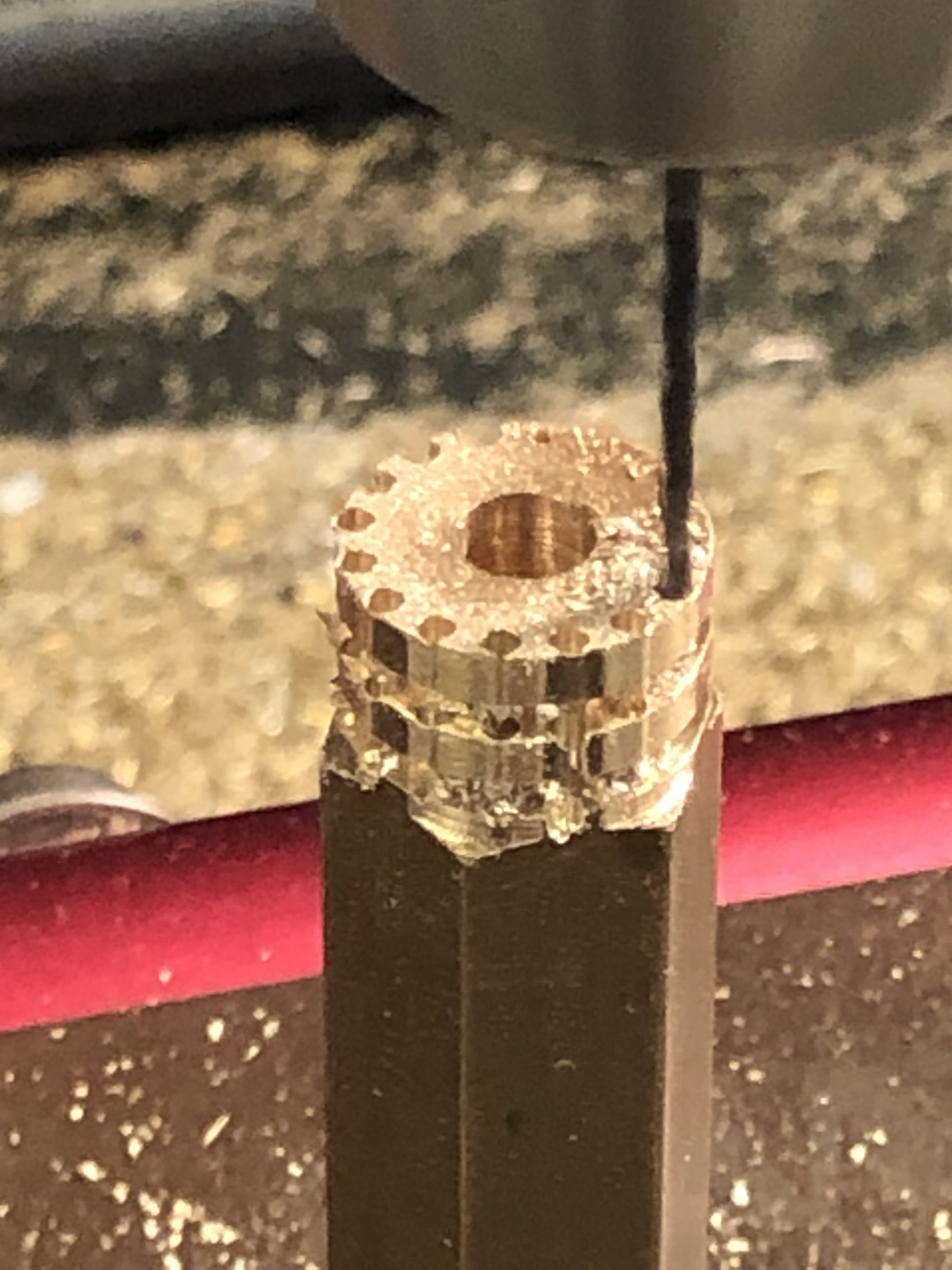
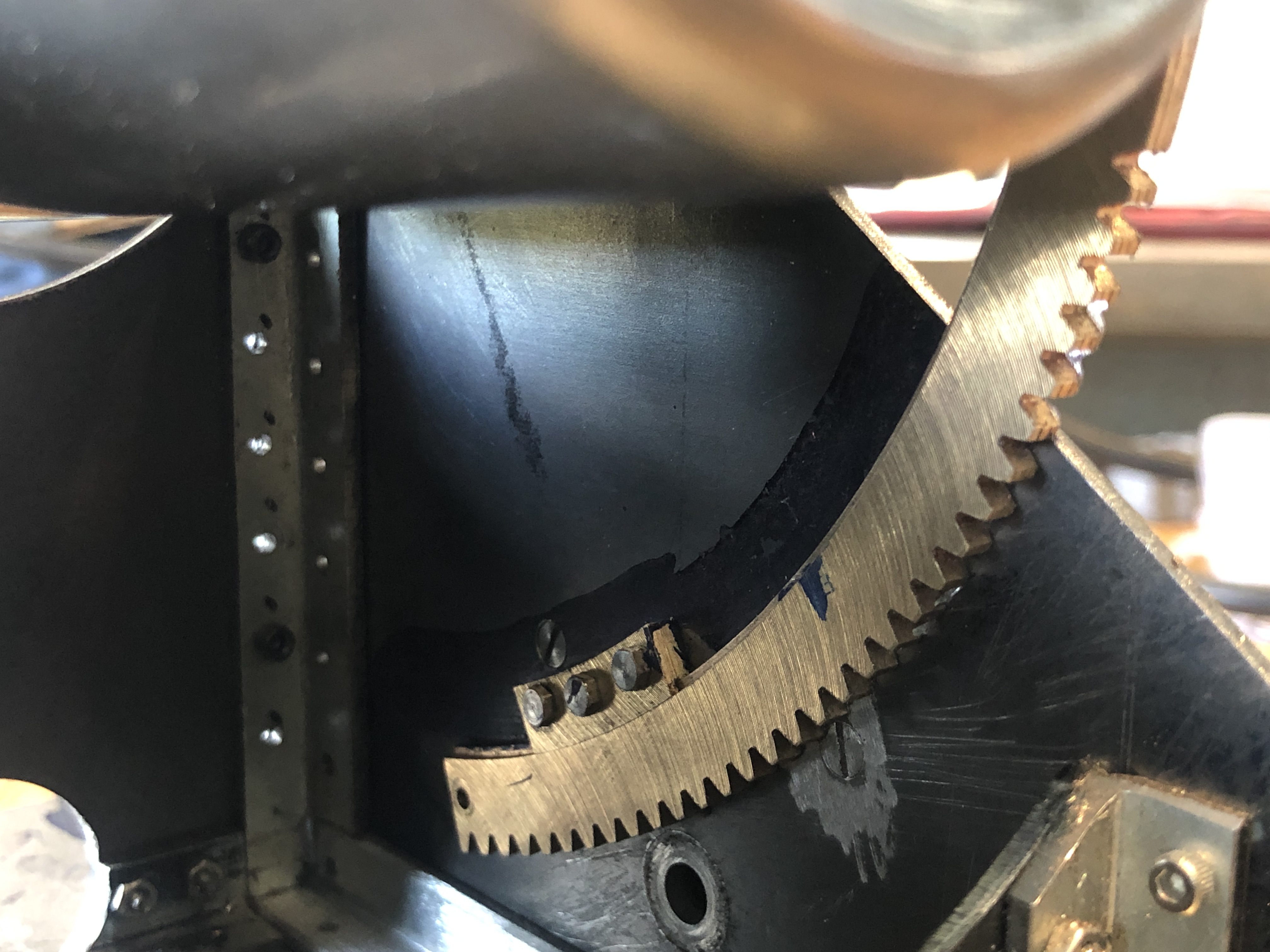
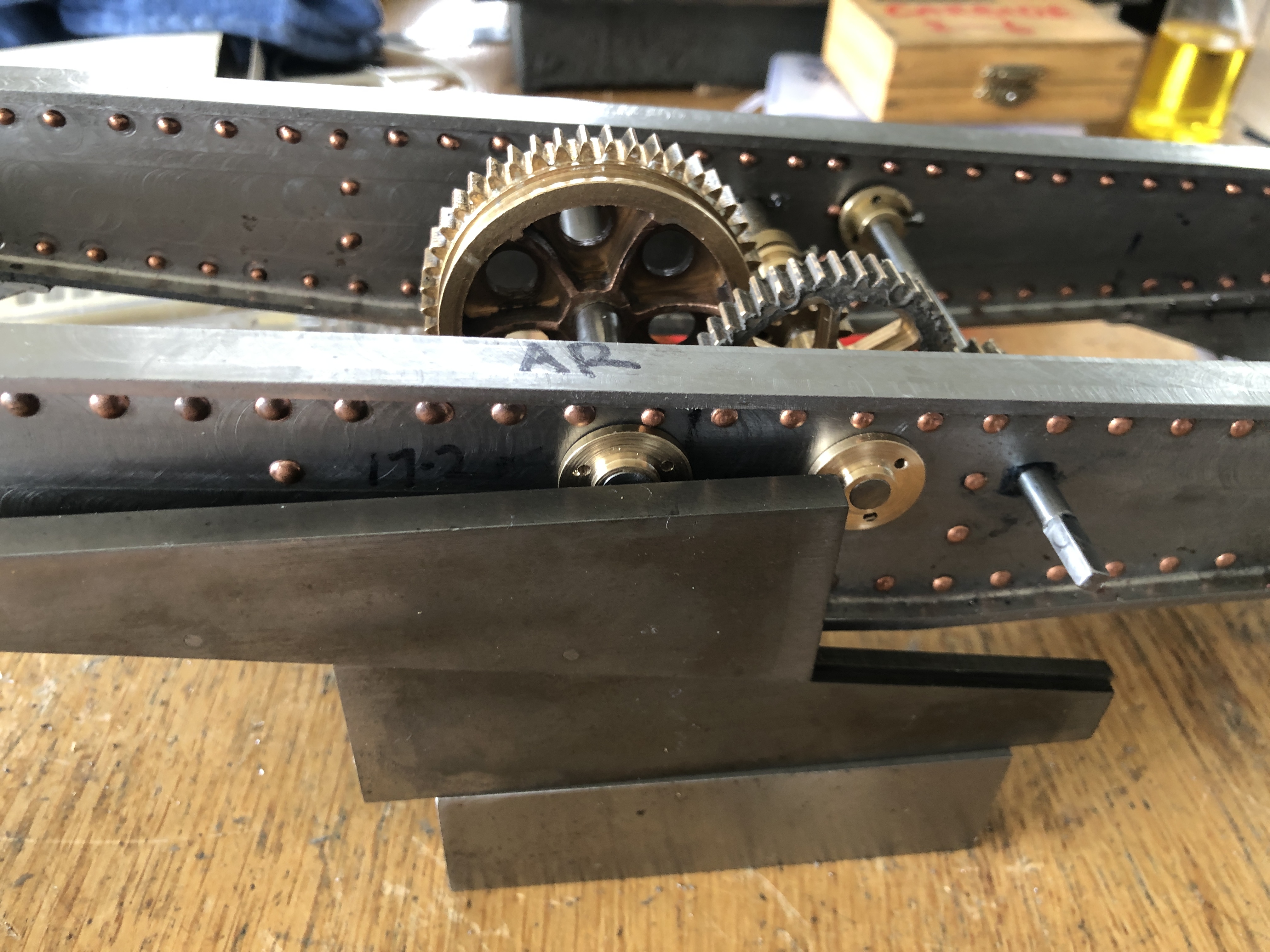
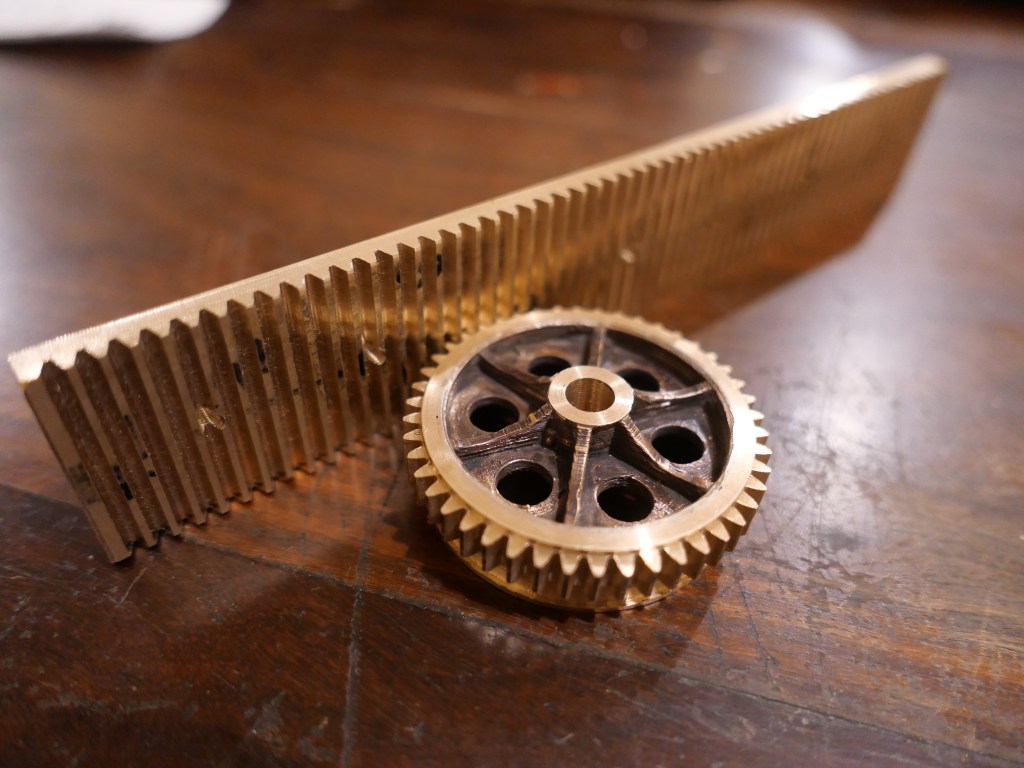
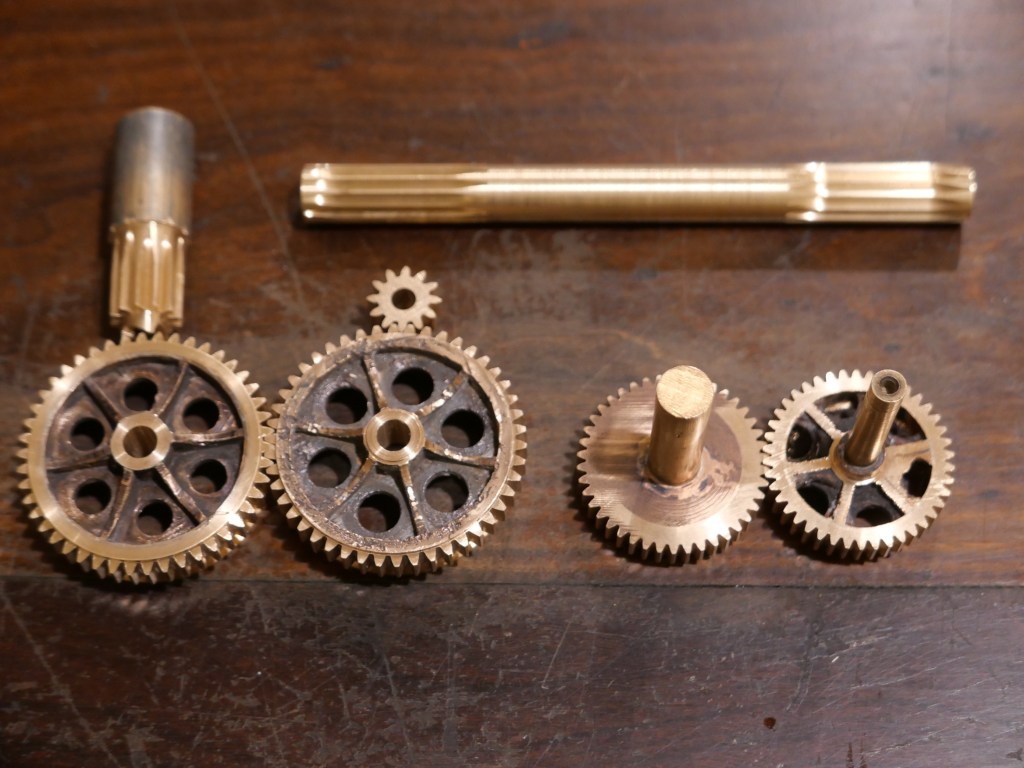
Gear design and cutting (using Gearotic software-new skill)
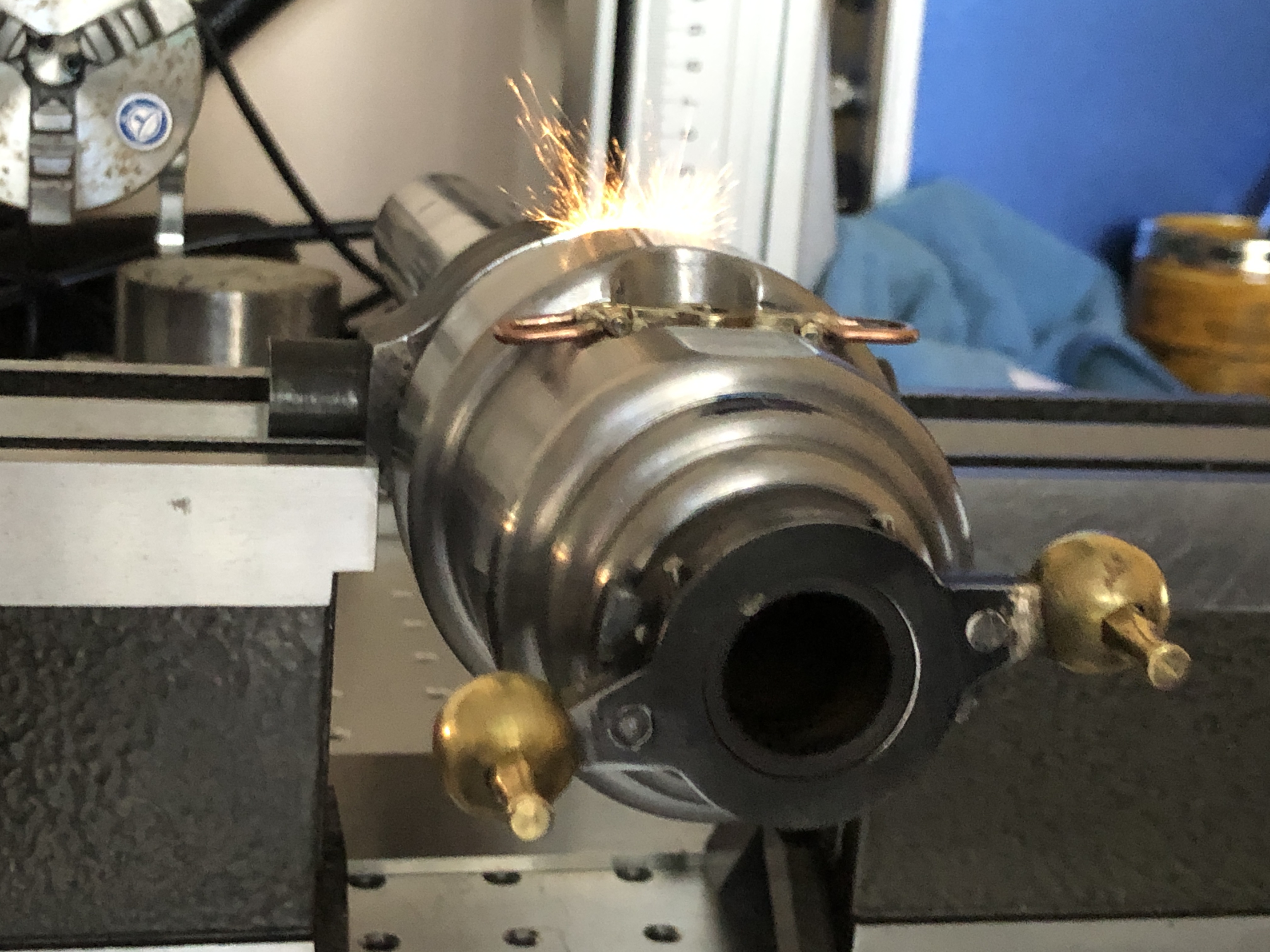
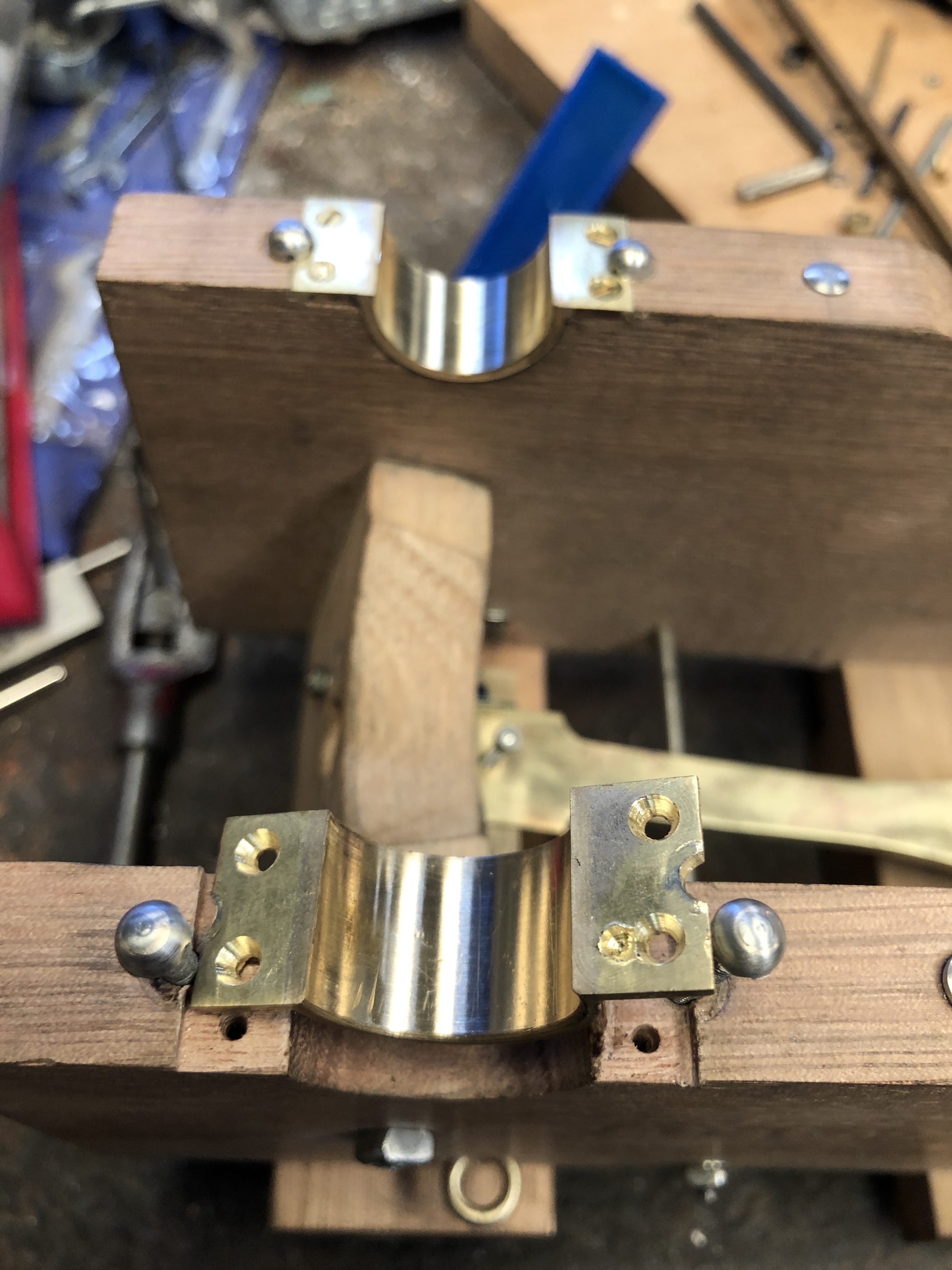
Silver soldering
Solid Riveting
Woodworking (minimal)
Casting aluminium, bronze (new skill for this project)
Having mild steel and tool steel parts laser cut professionally
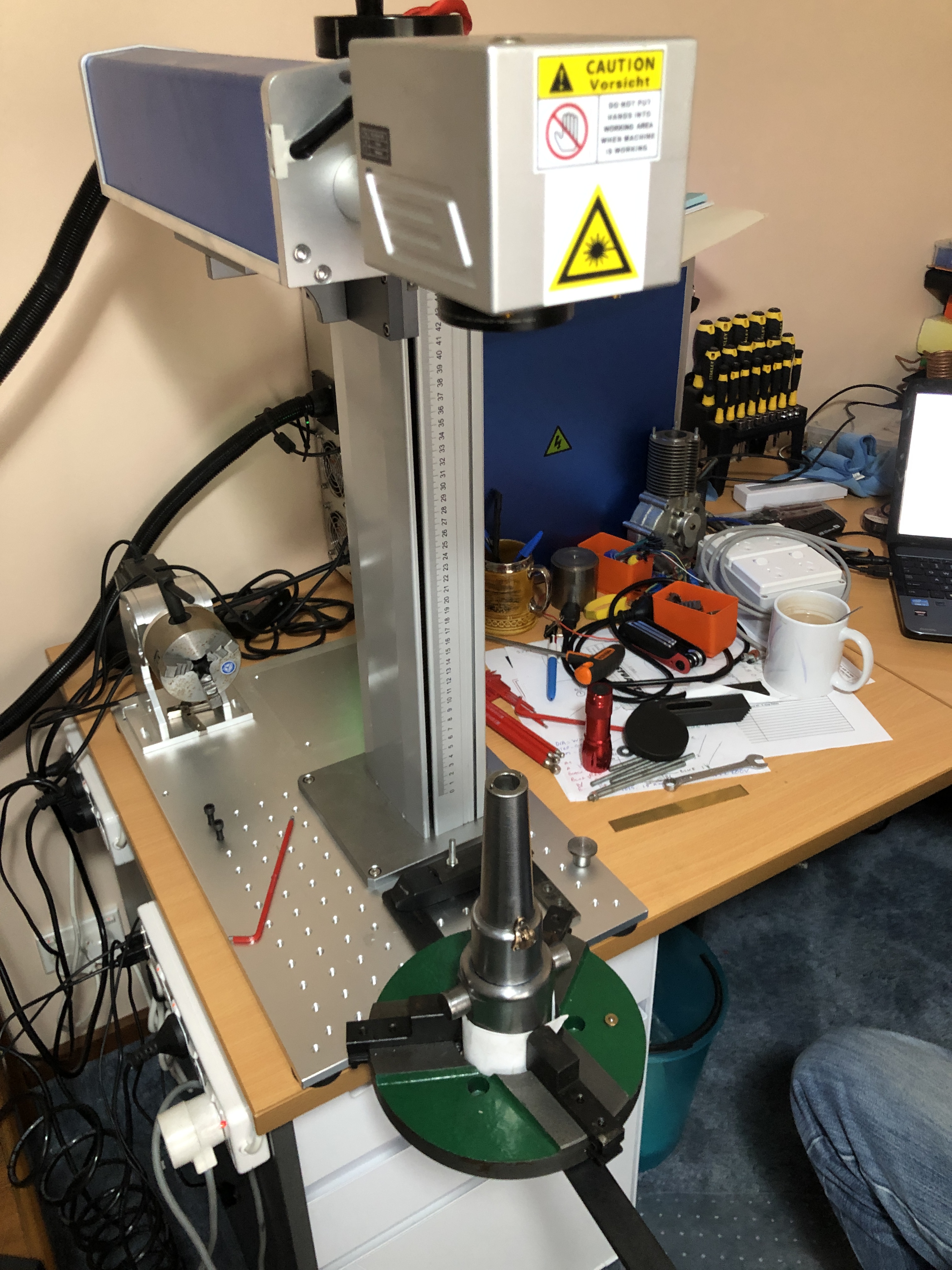
Designing engraving of symbols, alpha numerics, lines, labels etc. and completion of these with a fibre laser by Stuart T.
Purchasing parts from suppliers during Covid restrictions, mostly by telephone and online
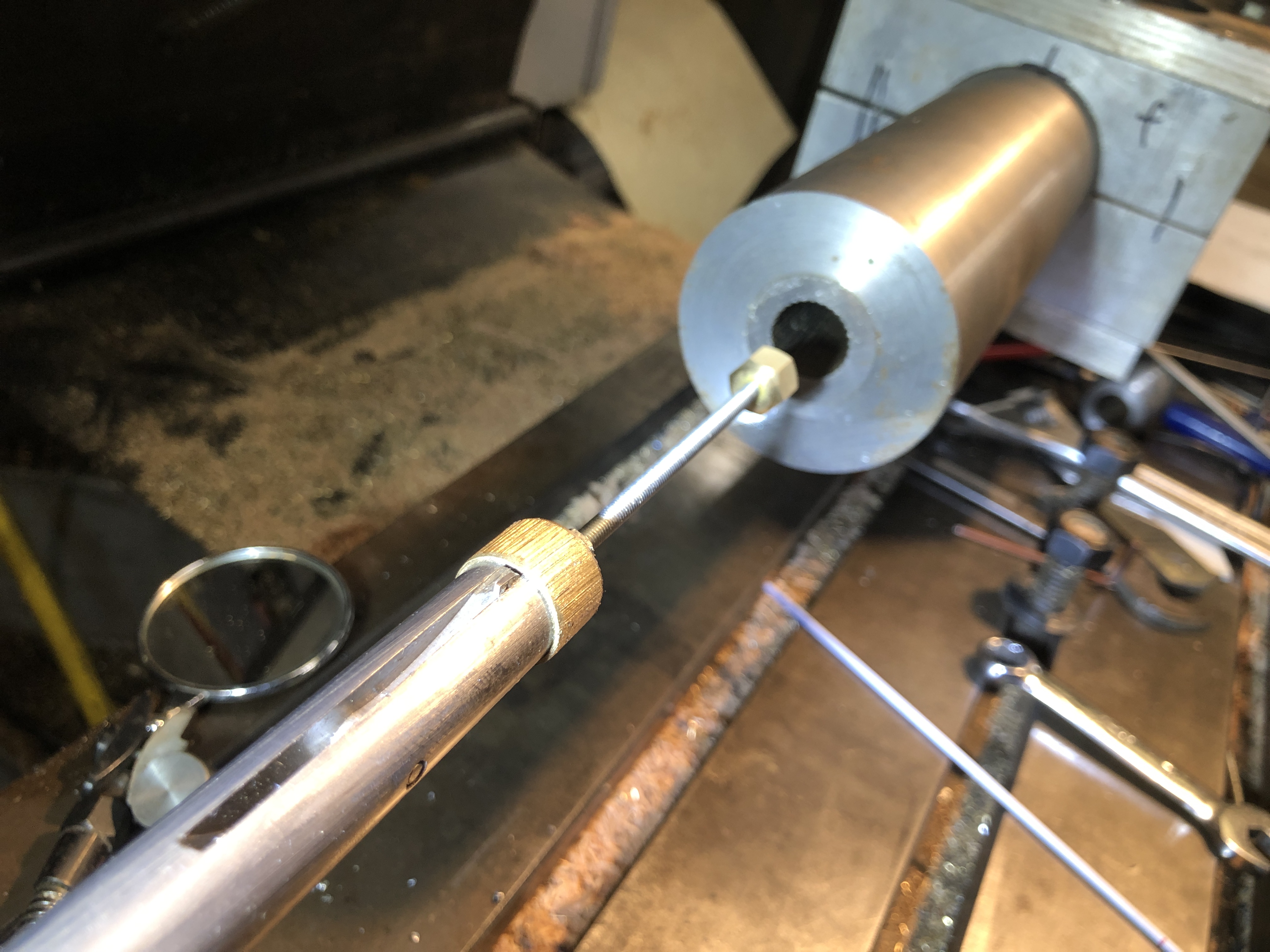
Making tools, particularly a tool to cut rifling grooves. Quite proud of that one.
Metal filling (JB Weld), gluing (Loctite, Super Glue), finishing, polishing, painting, lacquering.
Keeping detailed records in notebooks, photographs, videos.
Completing this blog, answering correspondents. This has been a very rewarding aspect for me. I have had lots of advice, all of which was appreciated, and some which was used and acknowledged. When I aired doubts about difficult or dubious decisions I particularly valued the feedback and encouragement from my readers.
I have made many mistakes. Some required making new components. Some required honing skills (like riveting). Some were camouflaged. Some were just accepted and ignored and eventually forgotten.
The models were a significant cost. The biggest item was the metal casting equipment, which I can use on future projects, and probably sell one day, so I will exclude that from calculations. Same goes for the 3D printer. I did not keep actuarial records of costs. I used several bags of metal casting investment medium at $110/bag. Bronze and aluminium ingots were also several hundred $$ but I have quite a bit left over. BA fasteners were ~$200. Metric fasteners were inexpensive, from China. Laser cutting was cheap $~60. Most of the metals for machining were from my workshop stock, so not included. I have spent about 15 months making the 2 model cannons. The power bills for my workshop are about $250 per 3 months, so that cost component is significant.
The biggest cost was the time taken. I roughly estimate 25 hours per week (conservatively, could be much higher), over 60 weeks. Say 1500 hours for the 2 model cannons. (not including finishing number 2. Probably another 50-100 hours). So, maybe 800 hours per cannon, not including research time, trips to Port Fairy/Warnambool/Portland/Queenscliff, etc).
Hmmm. Maybe I should not have done that rough cost estimate.
Not sure if I will publish this one.
*Using gas struts was a controversial decision. The commercially available gas strut was 0.5mm bigger diameter than specified (18mm instead of 17.5mm), exactly the correct length after a bit of machining, although the piston rod required lengthening by 30mm, the right colour, and too stiff so I released the compressed gas. Some of my model engineering colleagues were a bit sniffy about it, but it fitted the bill closely enough for my liking so I used it. No regrets. I also buy fasteners where possible. I rarely make nuts and bolts although I often modify commercial ones. I use metric fasteners where possible, although there are a lot of BA8’s and some BA 10’s in the cannons. I broke x3 BA8 taps but all were able to be removed.