
Model Armstrong Cannon. Assembling the bits. And a riveting improvement.
by John
After 4 -6 weeks of making castings, and remaking them, and remaking them again, I have finally started drilling holes and bolting pieces together, in preparation for final riveting.

I ground a 2mm diameter end on my centre punch so I could transfer the cast holes on the brackets to the sides of the carriage for drilling. (using a toolpost grinder on my lathe to grind the center punch.)

Center popping



I could not resist pushing some parts together to visualise how the carriage will appear. 10 wheels per carriage to be made. This is the “B” carriage, on which I try out the techniques.
More riveting.
Using my new riveting gun, I inserted a lot more rivets on the “A” chassis…and I used a technique suggested by one of my readers…bearing in mind that my first riveting efforts marred the surface of the parent metal, and were generally rather irregular rather than neat.

Virtually NO surface dents, very regular, a big improvement. I had intended to polish out the machining swirls, but SWMBO said that they were appealing and interesting.
And the technique was this….
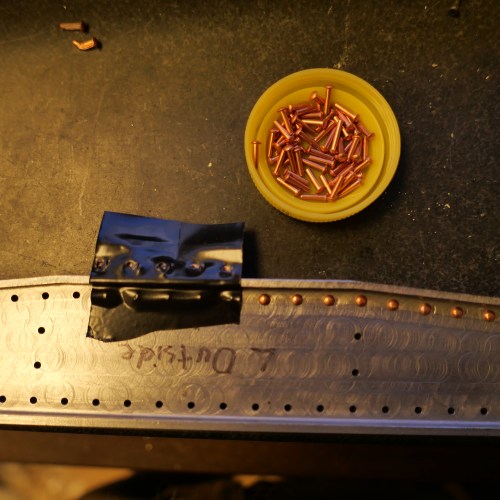
The rivets are inserted 5-10 at a time, then the heads are covered with tape. Duct tape in this case. The work is then turned over, and the rivets do not fall out.
Each rivet head is centered over the anvil, and the pneumatic gun is used with the snap on the other end. The tape stops the rivets from falling out, and also protects the parent metal from the snaps. I experienced virtually no parent metal bruising. And was VERY fast. A major improvement. Many thanks Timothy G!

Glad it went so well John. It’s really taking shape.
Tim
LikeLike