One of the essential discoveries by our ancestors, in taking us from being hunter gatherers to “civilised” sapiens, was how to make metal implements, weapons, instruments and engines. Copper was the earliest. Probably found by lighting a camp fire over a rock containing copper, and seeing it run. It could be moulded into useful implements, but it was soft, and maleable.
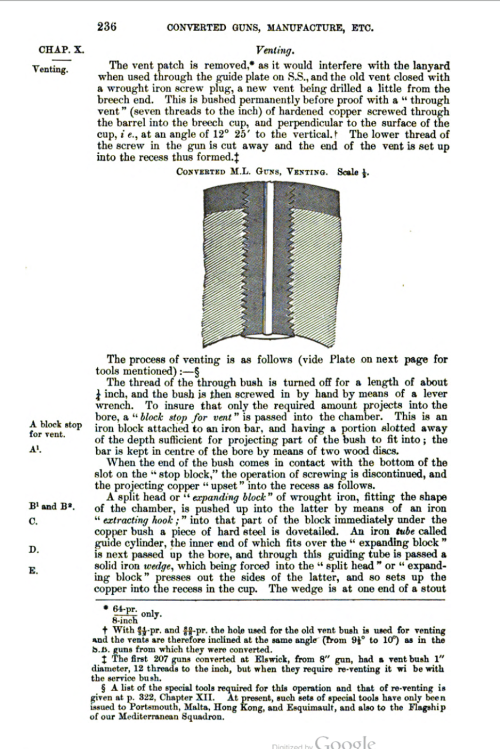
Copper and tin often are found close to each other, so it is possible that the ancient camp fire melted both tin and copper to form bronze, which is much harder, and still used in the space epoch, as a hard, good conducting, mouldable metal. Or more likely, that some copper which was melted and cast into something useful, was contaminated with tin, and the accidentally resulting bronze was found to be much harder and more durable than copper.
The problem is that tin is a relatively rare metal in earth’s crust, and its most common occurrence is in the form of crystals of cassiterite, which are inclusions in granite. There is evidence that tin has been used since ~2000BCE. Ancient man probably mined surface deposits of cassiterite in various locations, most particularly what is now Cornwall, UK. Tin was traded from Cornwall long before the Romans arrived, and by then, was obtained by deeper mining. Mining continued even though iron was available. Bronze lasts much longer than iron. Indeed, many more bronze implements and weapons have been discovered from antiquity, because the iron ones have rusted away to nothing, and the bronze items often are in close to perfect condition.
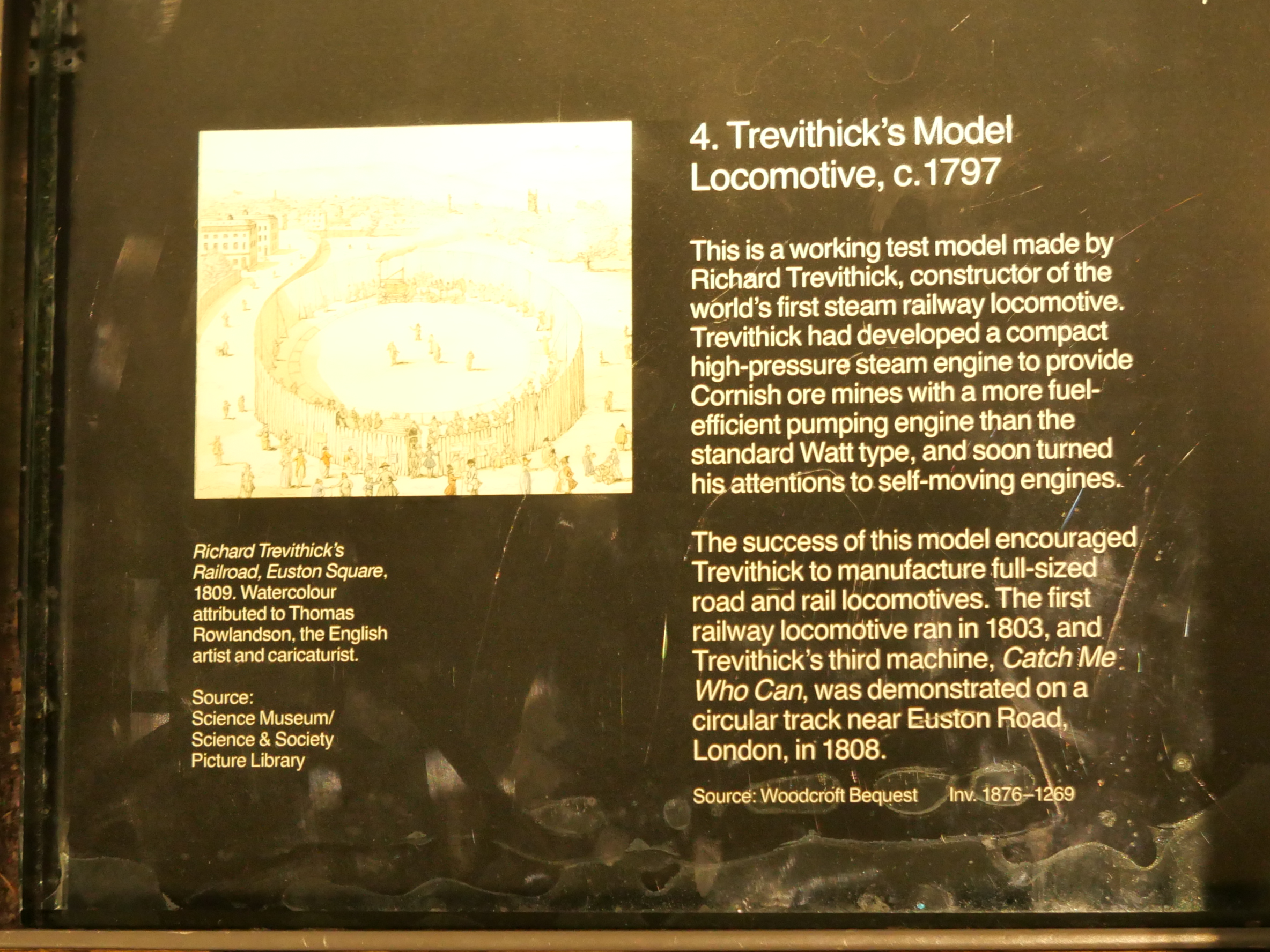
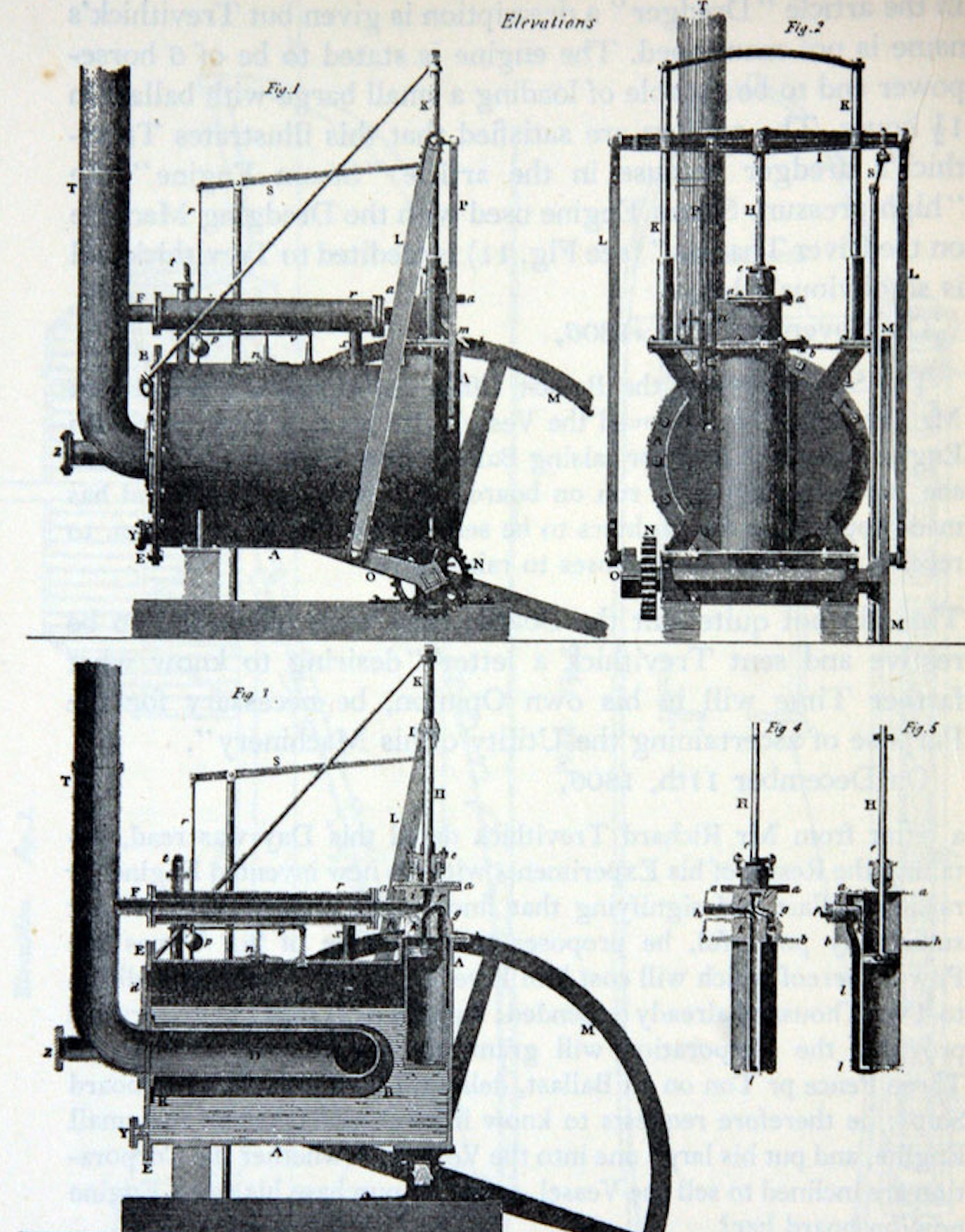
Tin and copper mining continued in Cornwall until very recently. I am not aware of any commercial mines currently operating. But the evidence of mining in the 18th, 19th and 20th centuries is everywhere to be seen in the form of smoke stacks, and engine houses, which once housed mighty steam engines. In the past 2 days I have visited 3 mines, which have differing approaches to tourists. They were The “King Edward Mine Museum”, “Geevor”, and “The Levant”. I did photograph Ding Dong from a distance, because that was the mine of which Richard Trevithick was the captain.
King Edward Mine Museum. Although the site of a mine, this is a museum of mine engines, boilers, and machines to separate the tin ore from the parent granite.

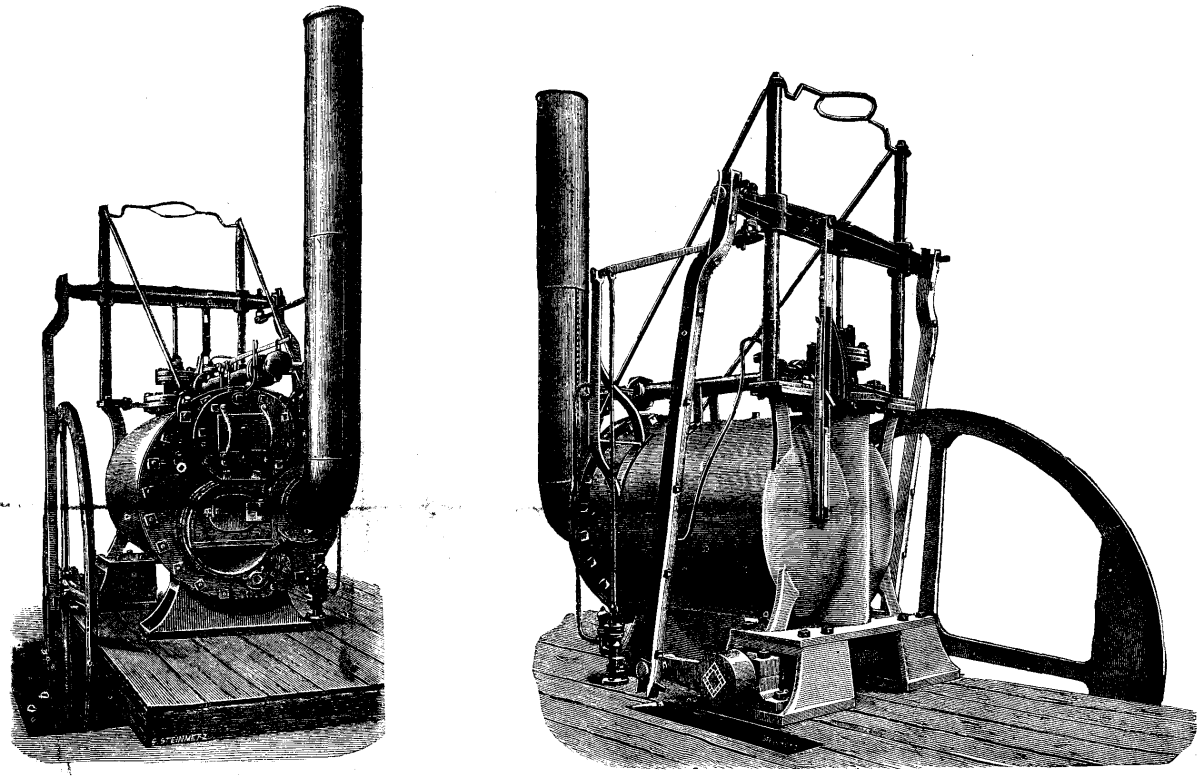
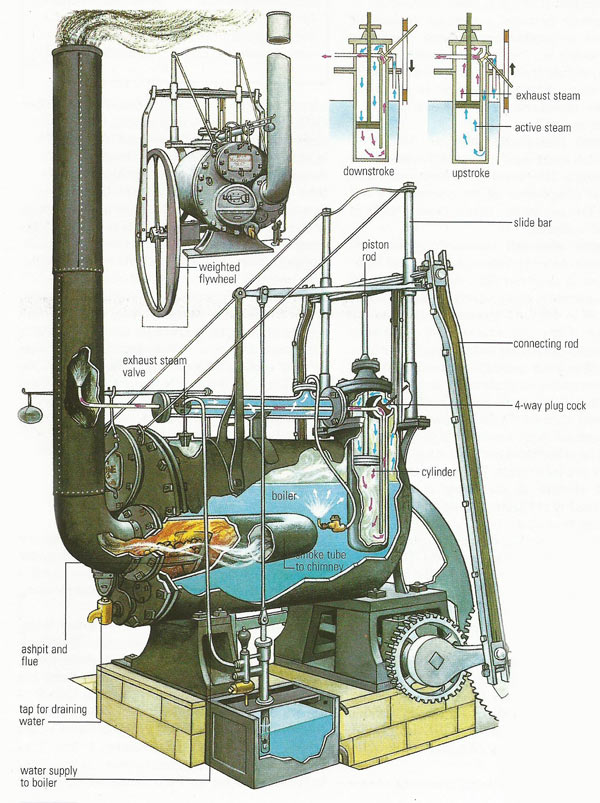
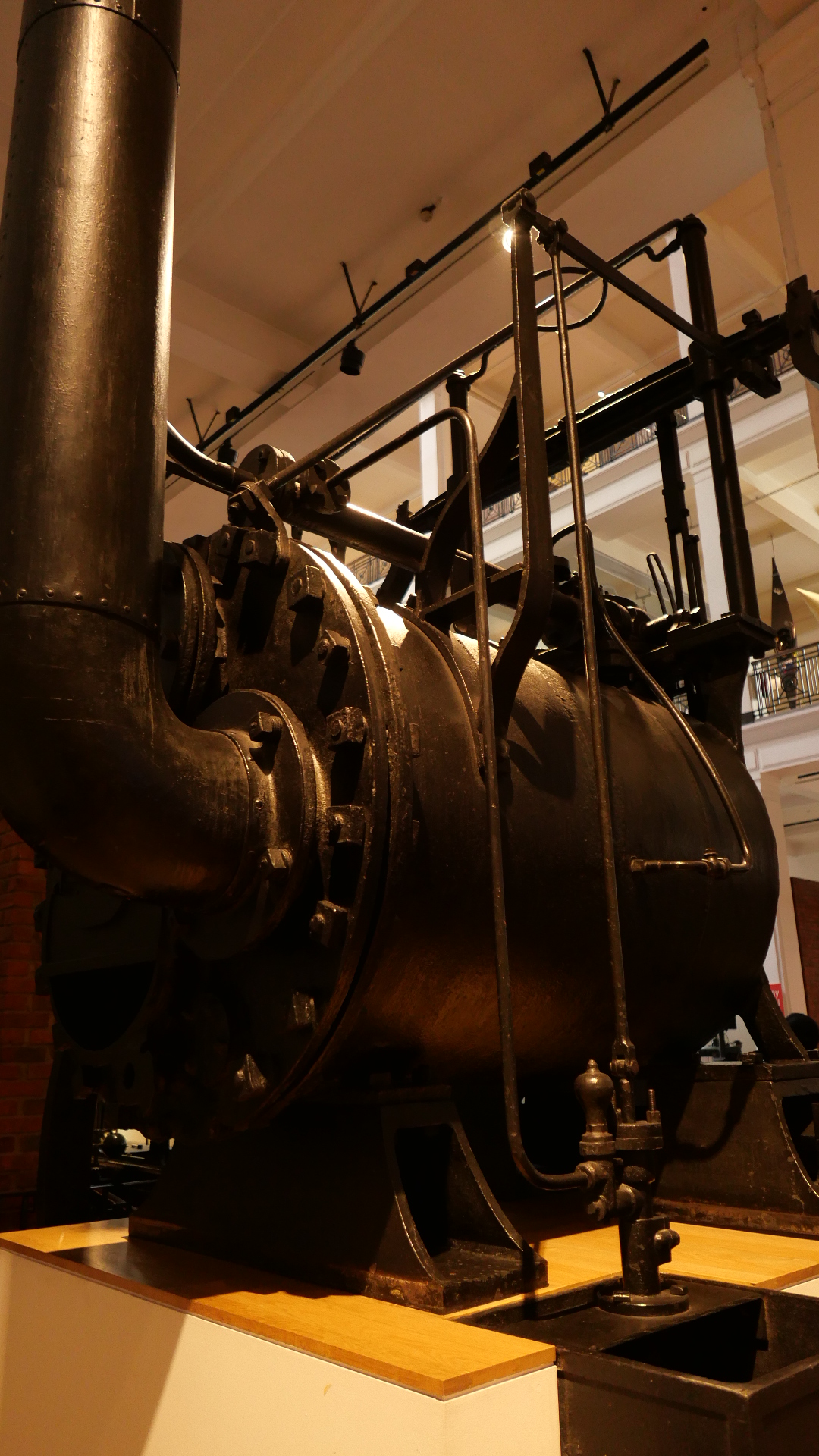
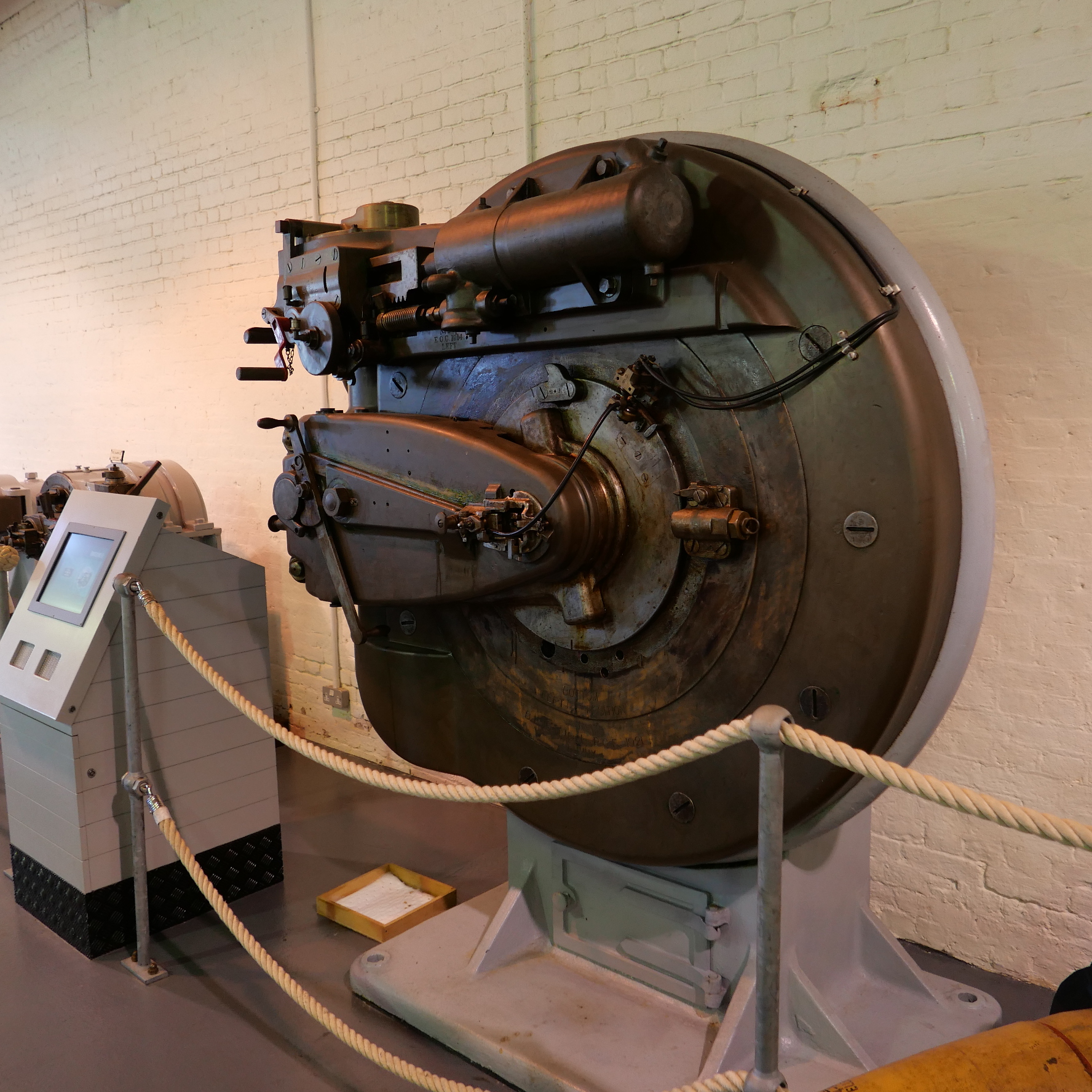
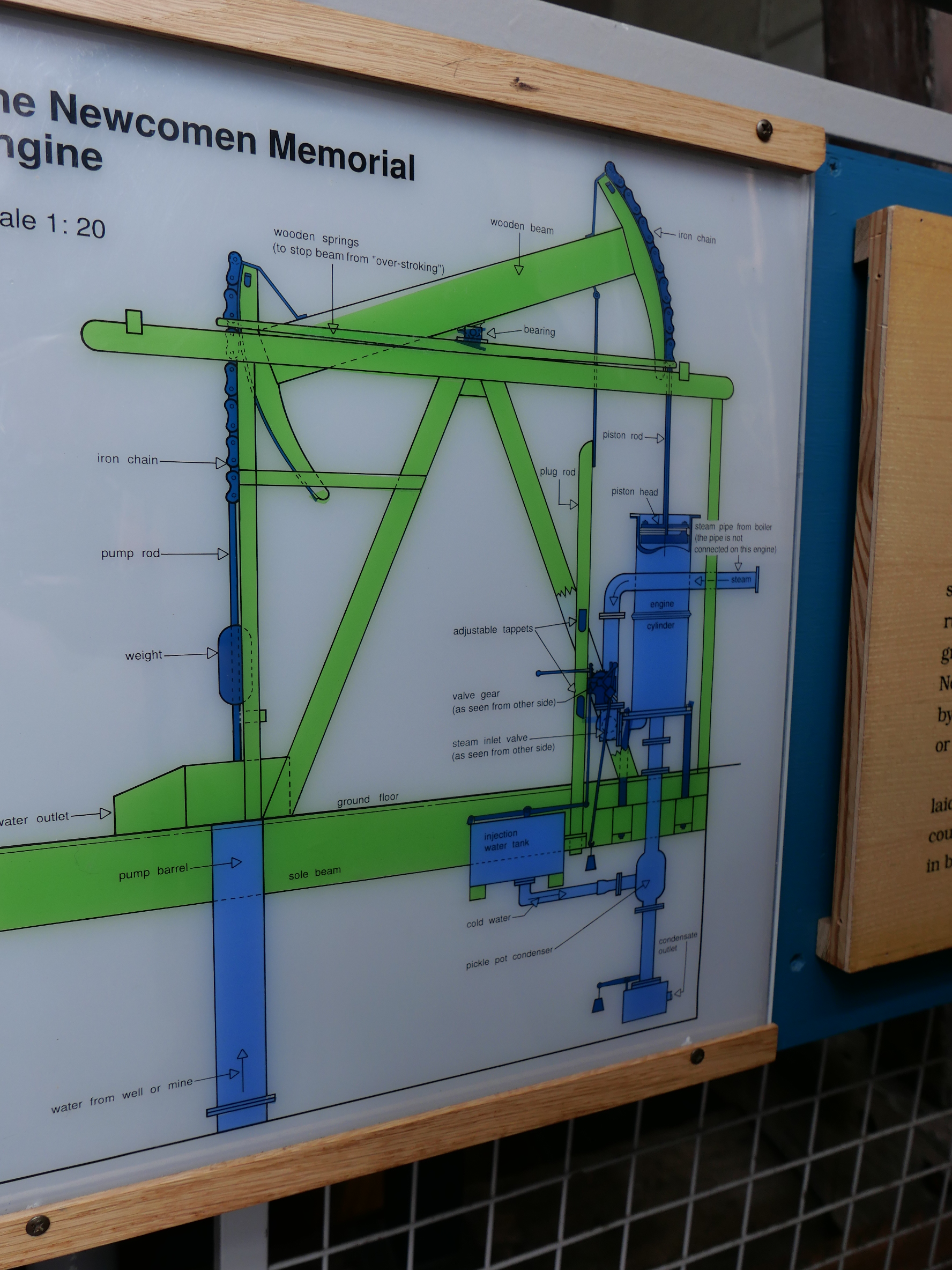
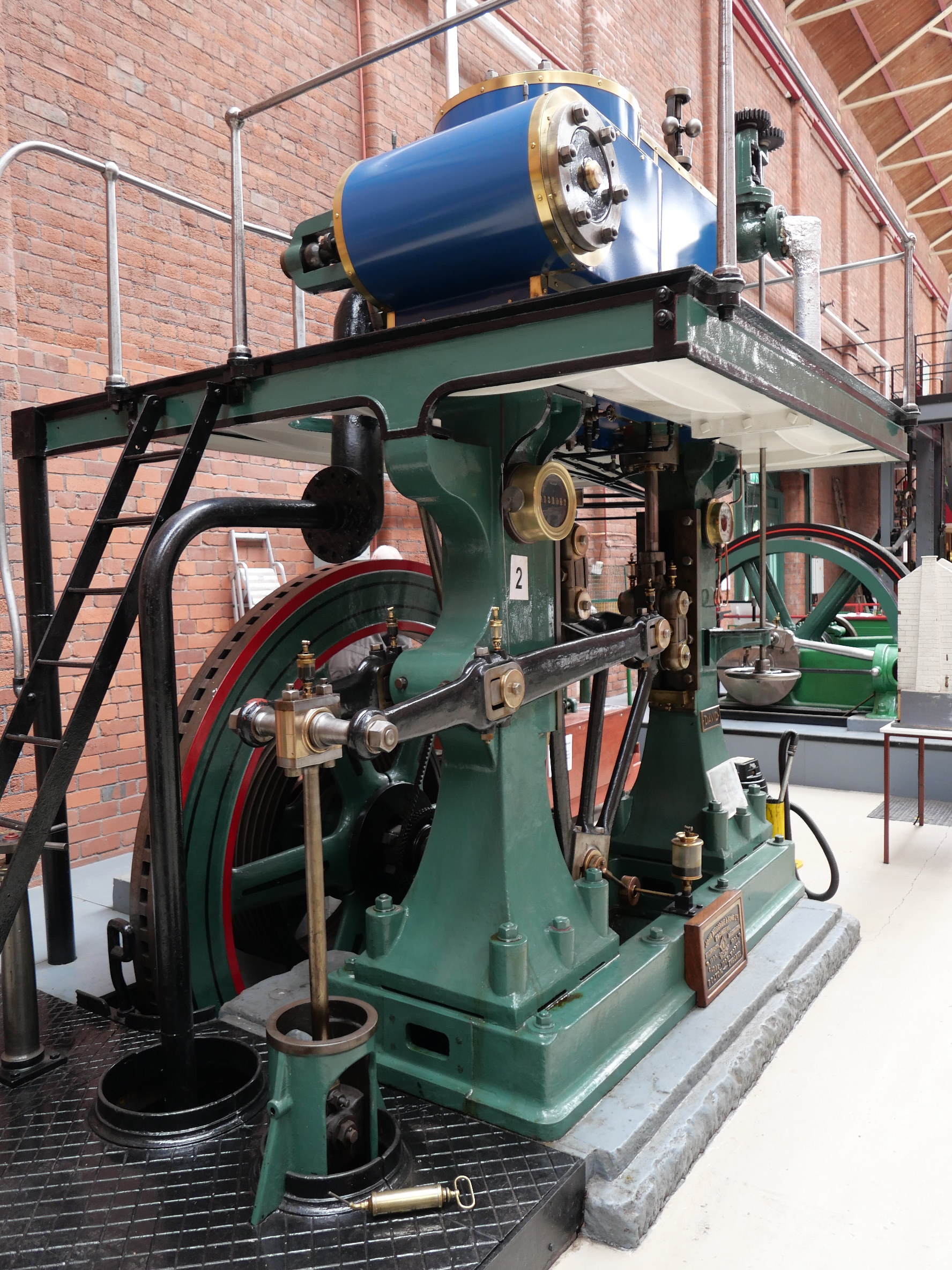
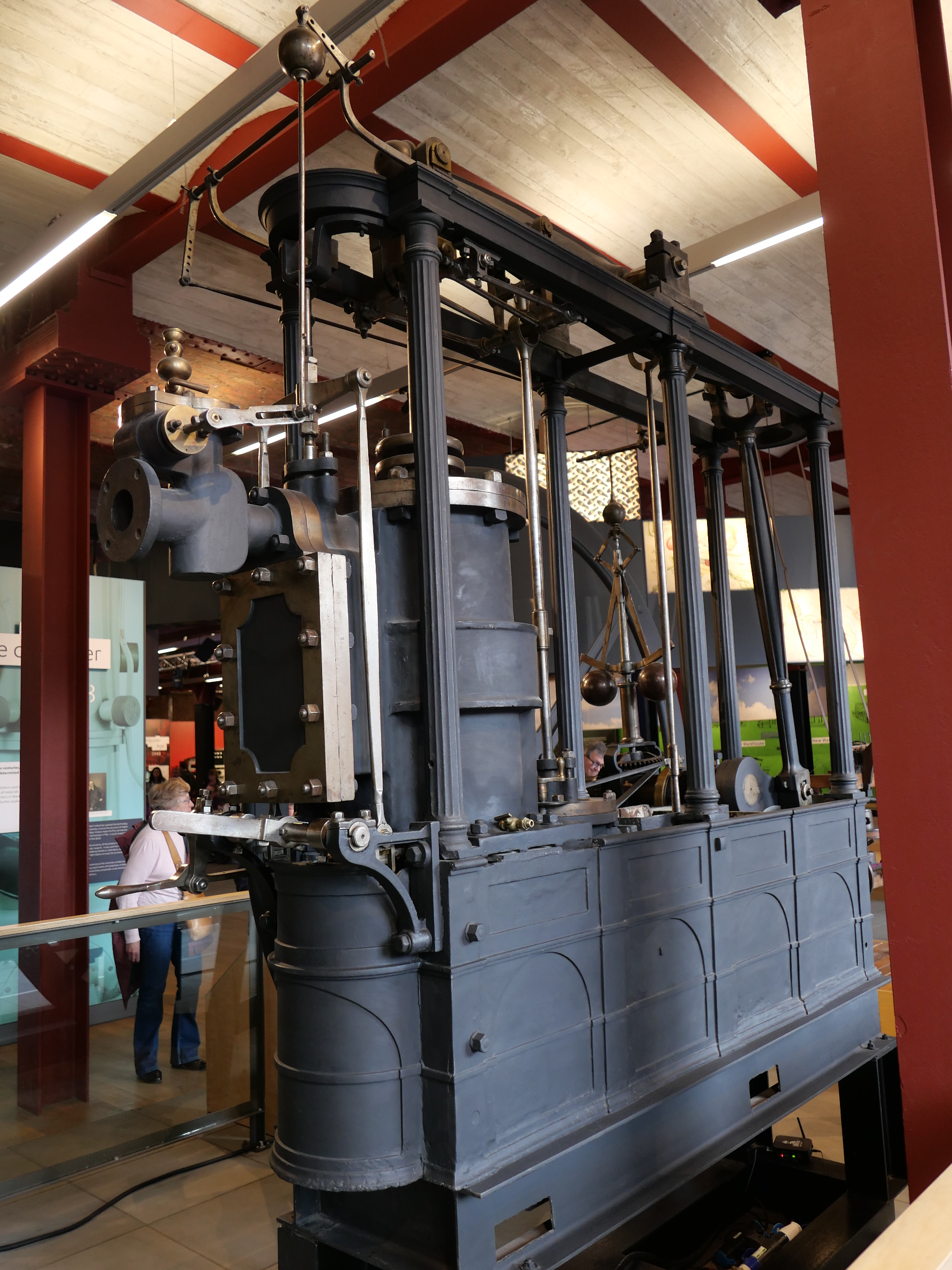
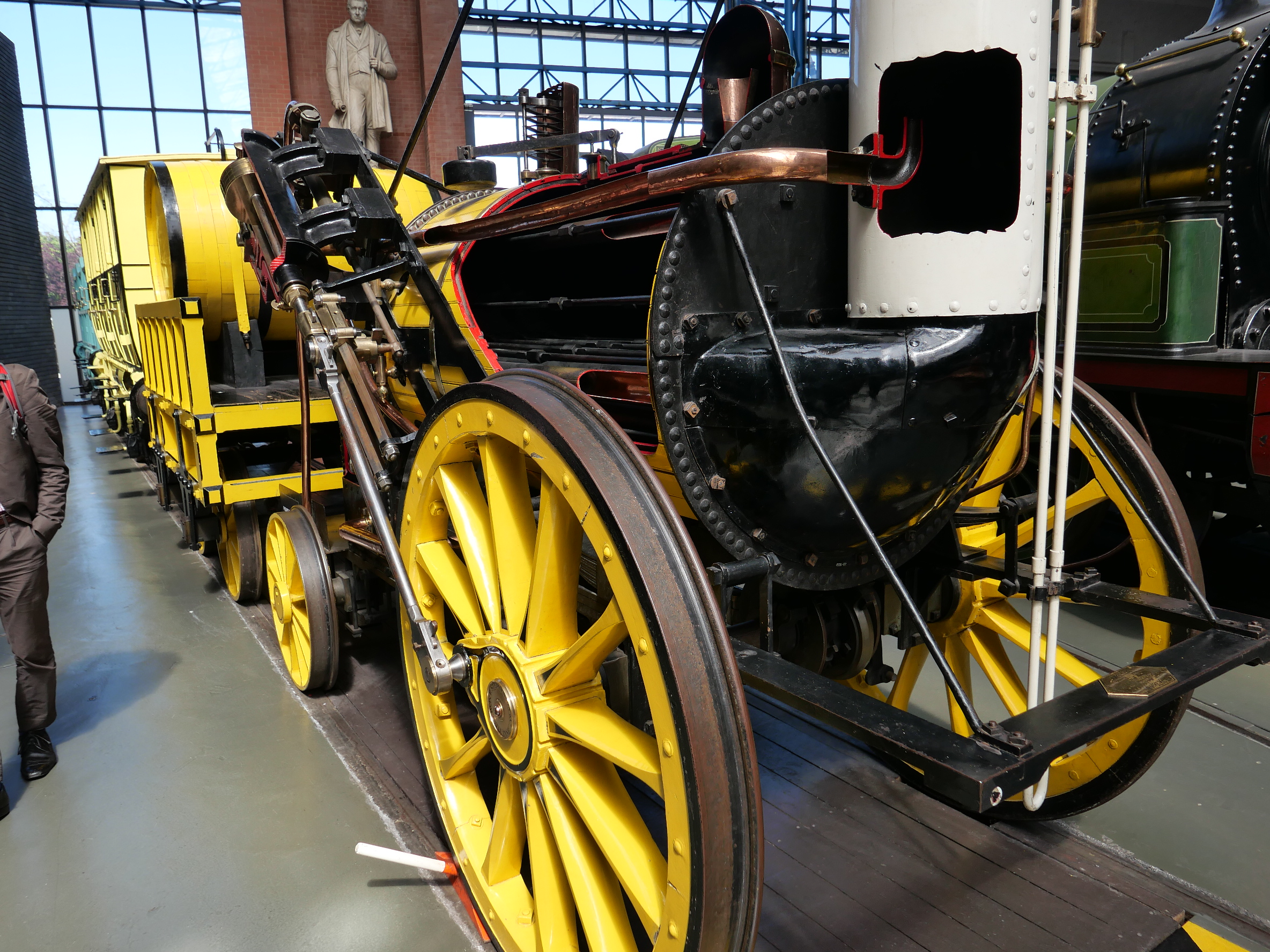
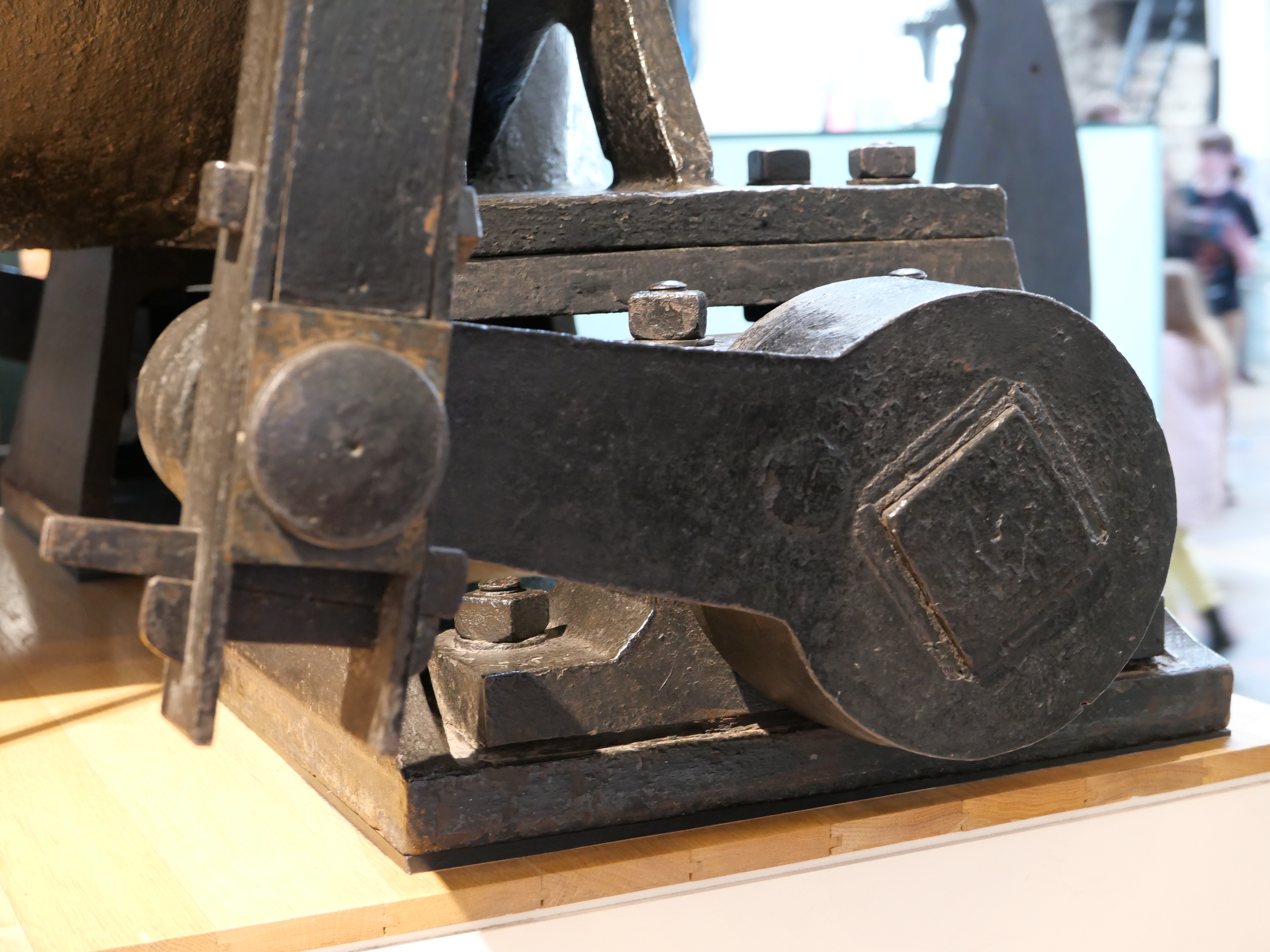
From a steam beam engine which provided power for the winding winch, the beam and connecting rod.

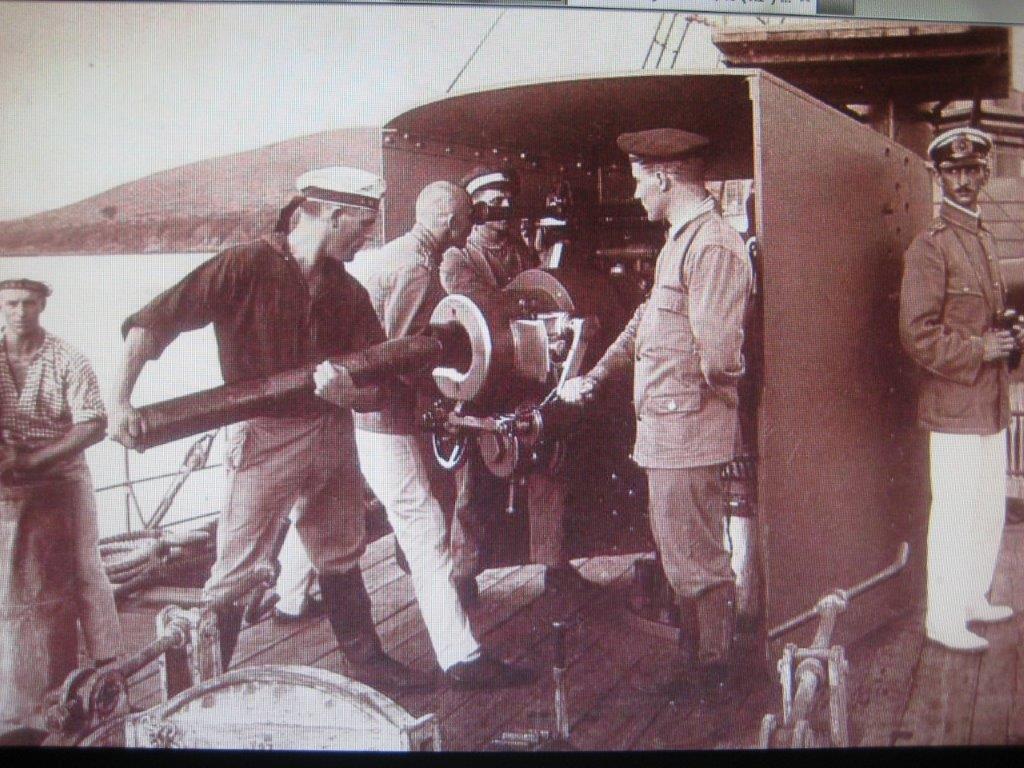
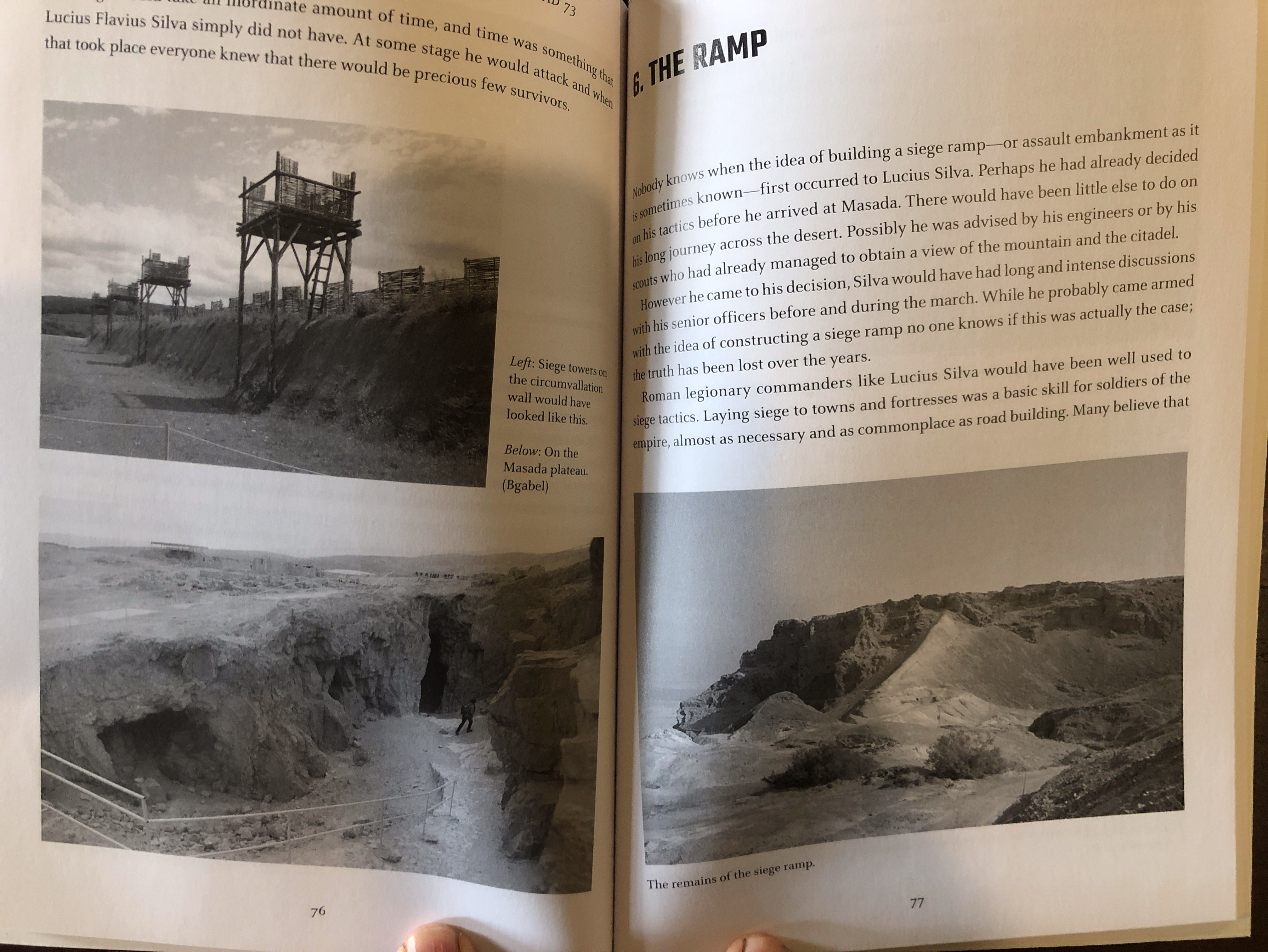
19th century photo of miners on a “man engine”. To decrease the time it took for miners to climb up and down ladders, sometimes up to 2000 feet(!) to get to and from the working face, this was devised. There is a series of wooden beams, fastened together end to end, totalling the length of the depth of the mine, and every 12 feet there is a small step. A steam engine at ground level raised and lowered the wooden beams and steps every few seconds by 12′. The miner had to step onto the moving step, be raised 12′ then step off onto the platform above. Perfect coordination and timing was required. Even using the engine, it would take 30 minutes to go up or down 2000 feet. Needless to say it was dangerous, and many injuries, amputations, and some deaths occurred from miscalculation. There was a disaster at the Levant Mine where the main beam broke, killing 31 men who were on the man engine. OH&S is not total BS.

The remains of the engine house and chimney at King Edward Mine. Granite blocks were preferred to hold the weight of the large beam engines. And the beam weight was taken directly by the walls.
Geevor Mine closed later than King Edward, and the ore processing machines are substantially intact, and date from early 20th centuery. It is on the coastline of Cornwall.

Geevor Mine. The tower with the wheels is the headframe. The engine house is on the right.

Like gold sieves, the denser tin ore is sieved from the lighter rocks. The bottom machines are a last phase of grinding.

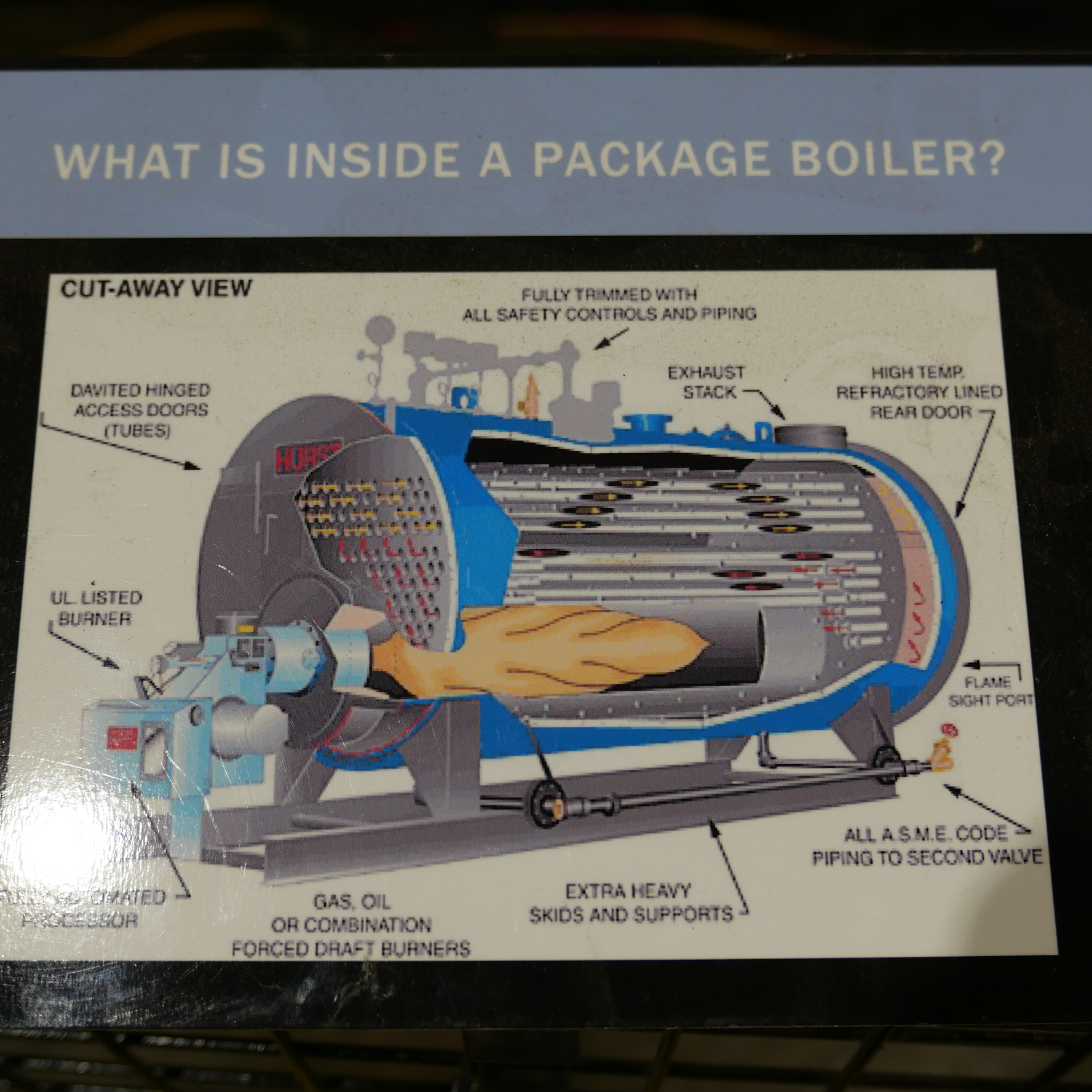
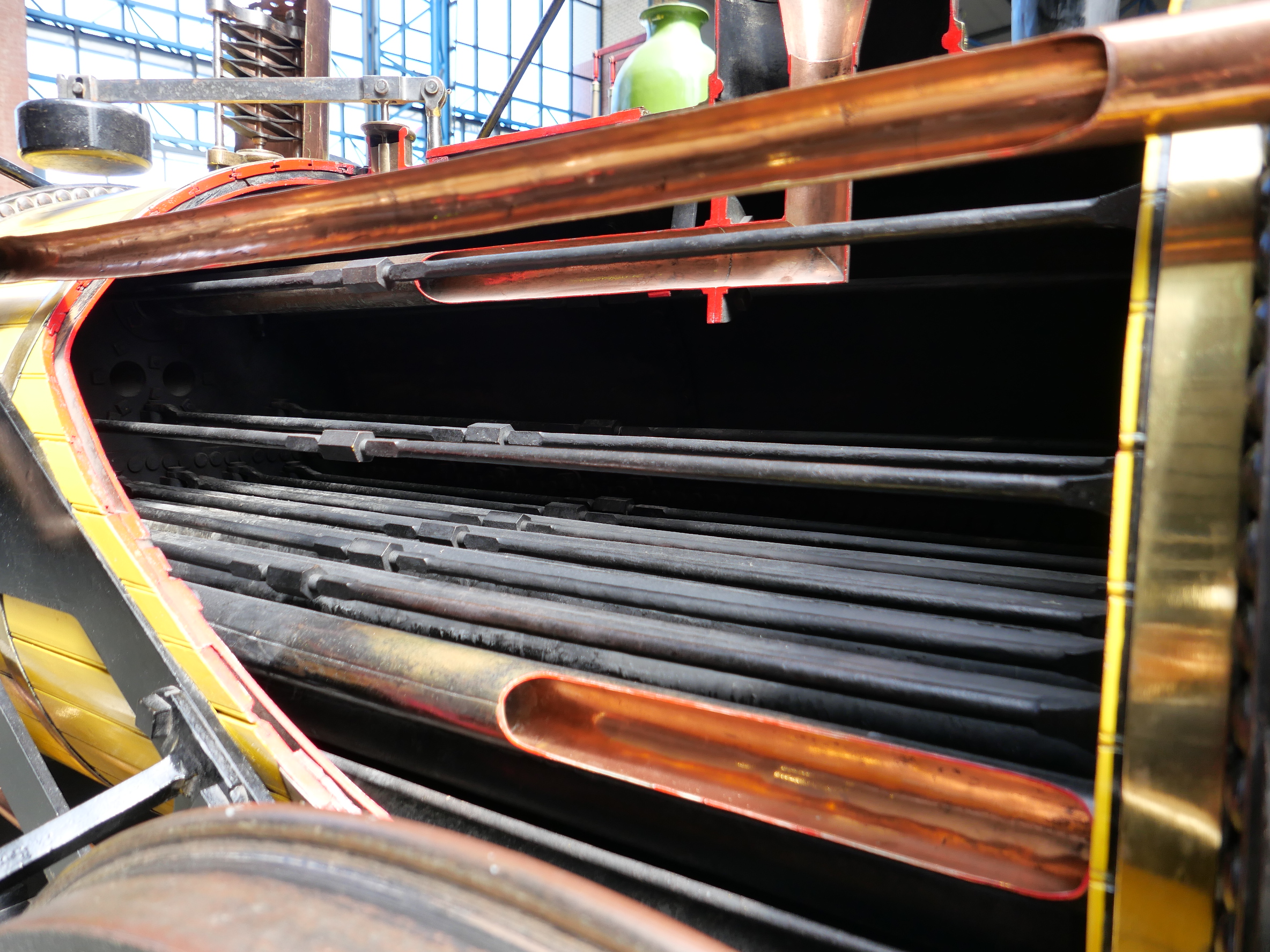
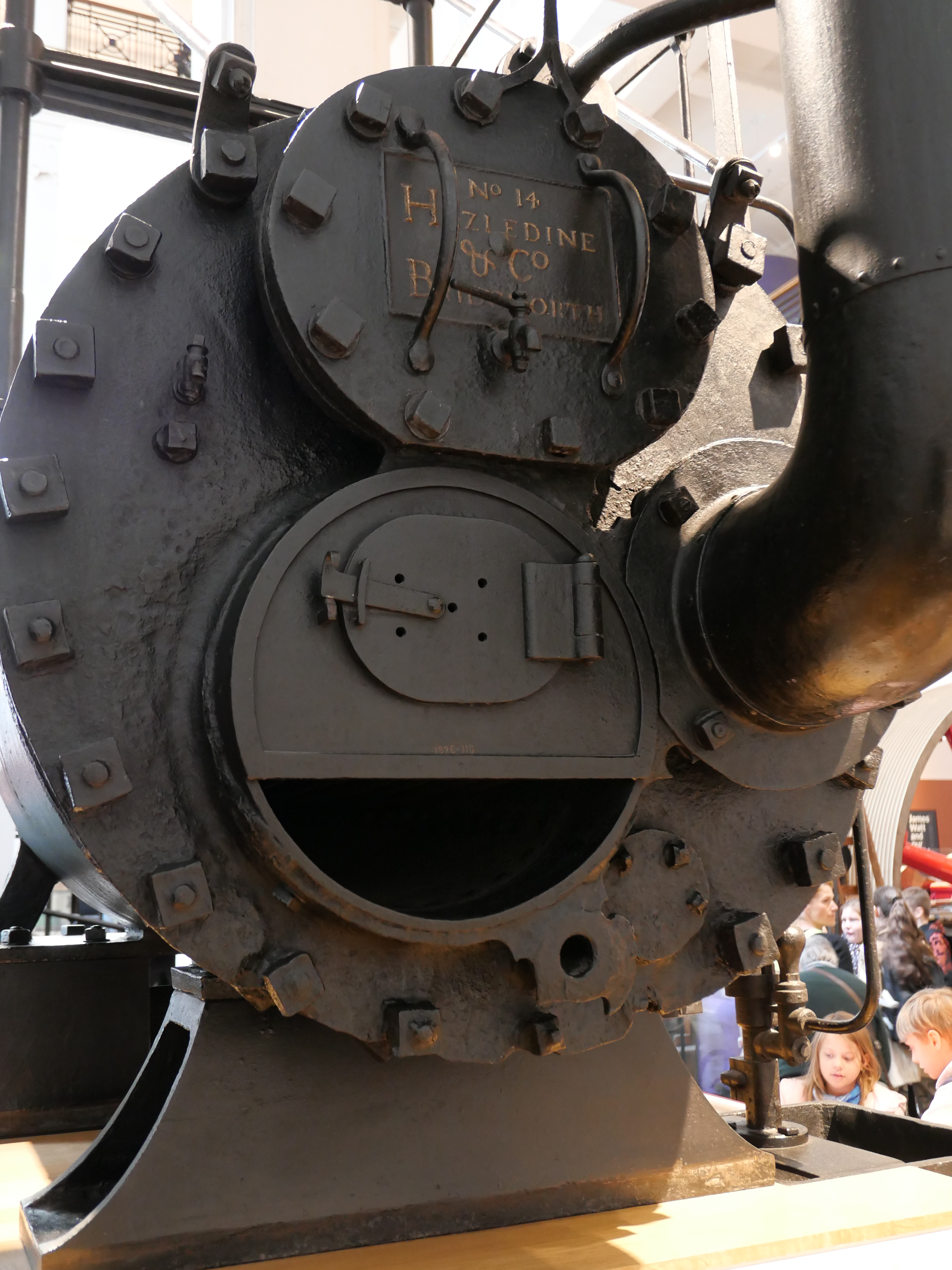
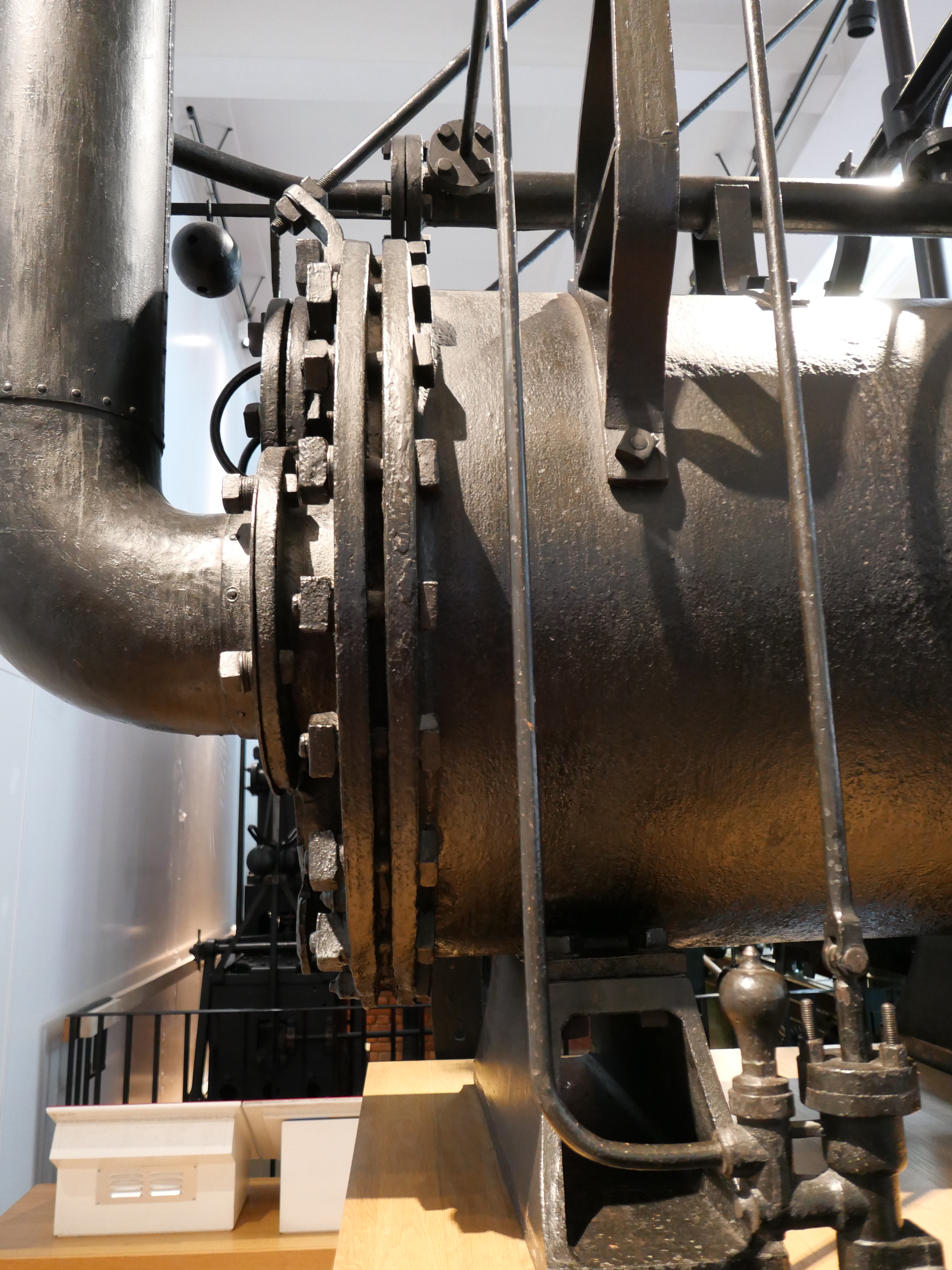
Boilers. Lancashire type I think. (my bad. Not Lancashire. Egg end

Ore train, battery powered. Earlier they tried small steam engines, but the smoke was a problem, so they used horses to pull the empty trucks back to the loading areas. The loaded trucks went to the bucket lifts down a gradual slope, using gravity. The horses spent 2 months under ground, and were carefully looked after because of their cost, and the trouble of getting them down and up. At the end of two months they were blindfolded and legs tied, and were lifted using the ore lifting whim. They were kept in a dark barn for 2 weeks, then allowed out for 6 weeks, before going undergound again.

Water wheel powered ore crusher.
The final part of this tour, was a walk undergound, through a 350 year old mine, later used as an access tunnel. They issued us with a helmet and raincoat, and both were absolutely necessary. The tunnel was about 5′ to 5’6″‘ tall, so the helmet took a battering. The walls were wet, and the roof constantly dripped and ran. Sometimes the walls were not vertical, but sloped markedly. Our guide used to be a tin miner, and he told us that they disliked the irregular access, because after placing a charge of black powder, they had approximately 30 seconds to clear the area. Falling over, or being too slow was a bad option. And it was pitch black when the lights were out. This tour is not for everyone.
Prior to pneumatic drills, water fed tools, the charge holes had to chiselled by hand. One person holding and rotating the drill (chisel), and one or two miners swinging heavy sledge hammers. Typically it would take 2-3 hours to chisel the 6-8″ hole to take the charge of powder. They made their own fuses using goose quills end to end, and filled with black powder. This was granite containing the tin ore. Very hard stone. Very few timber props were required once the mine was well undergound.

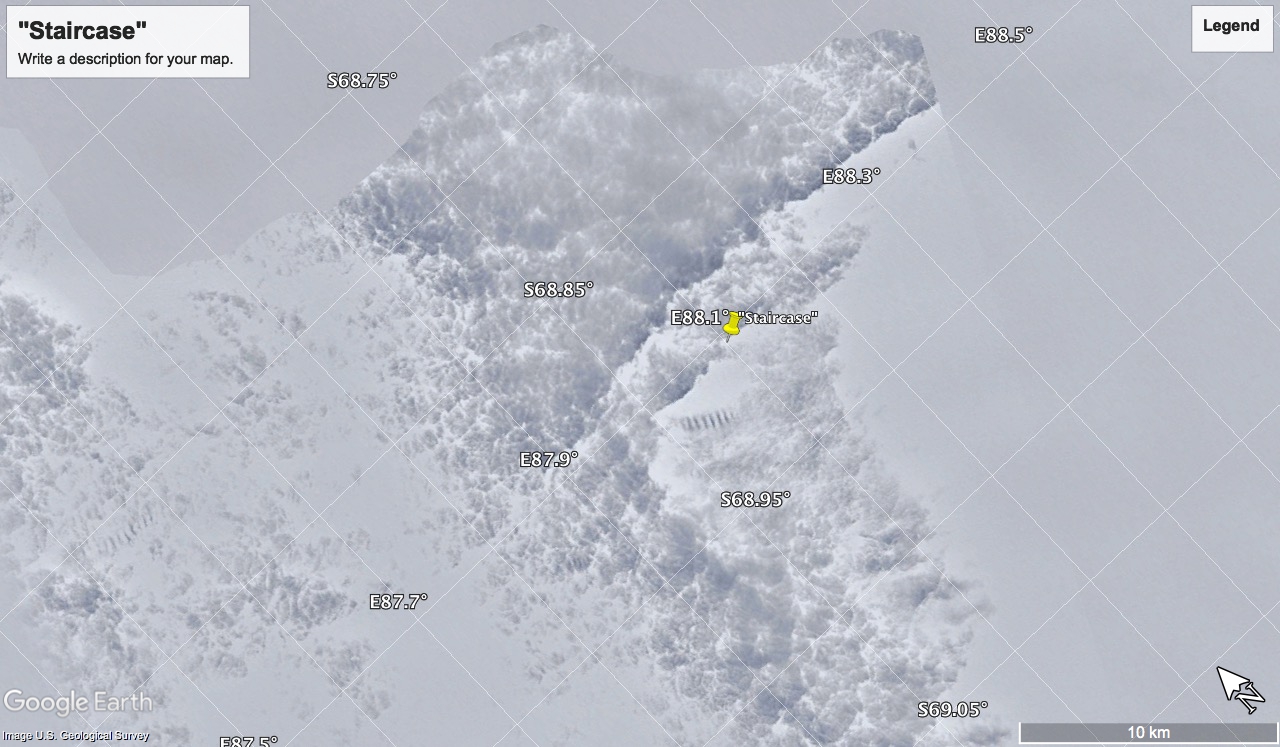
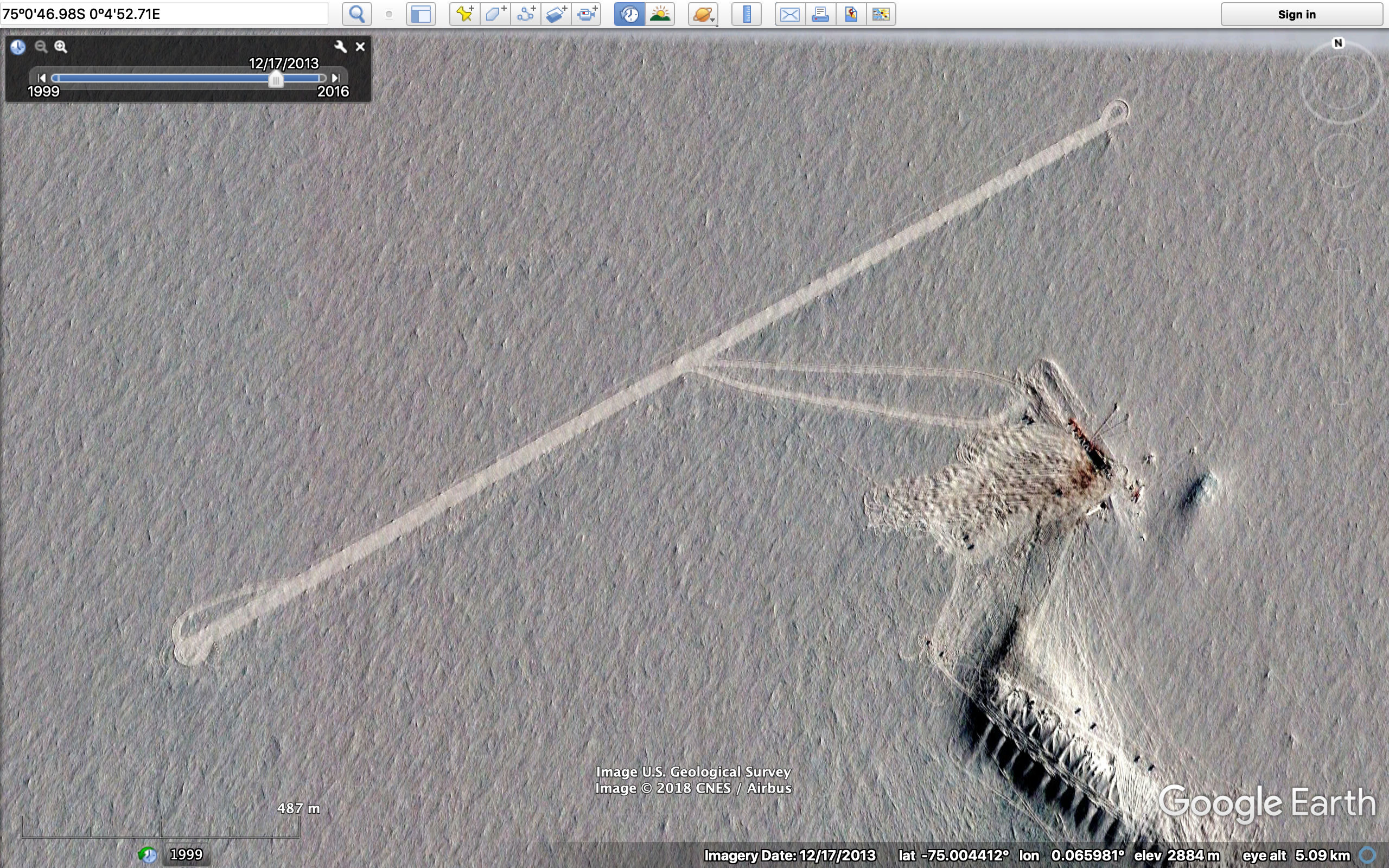
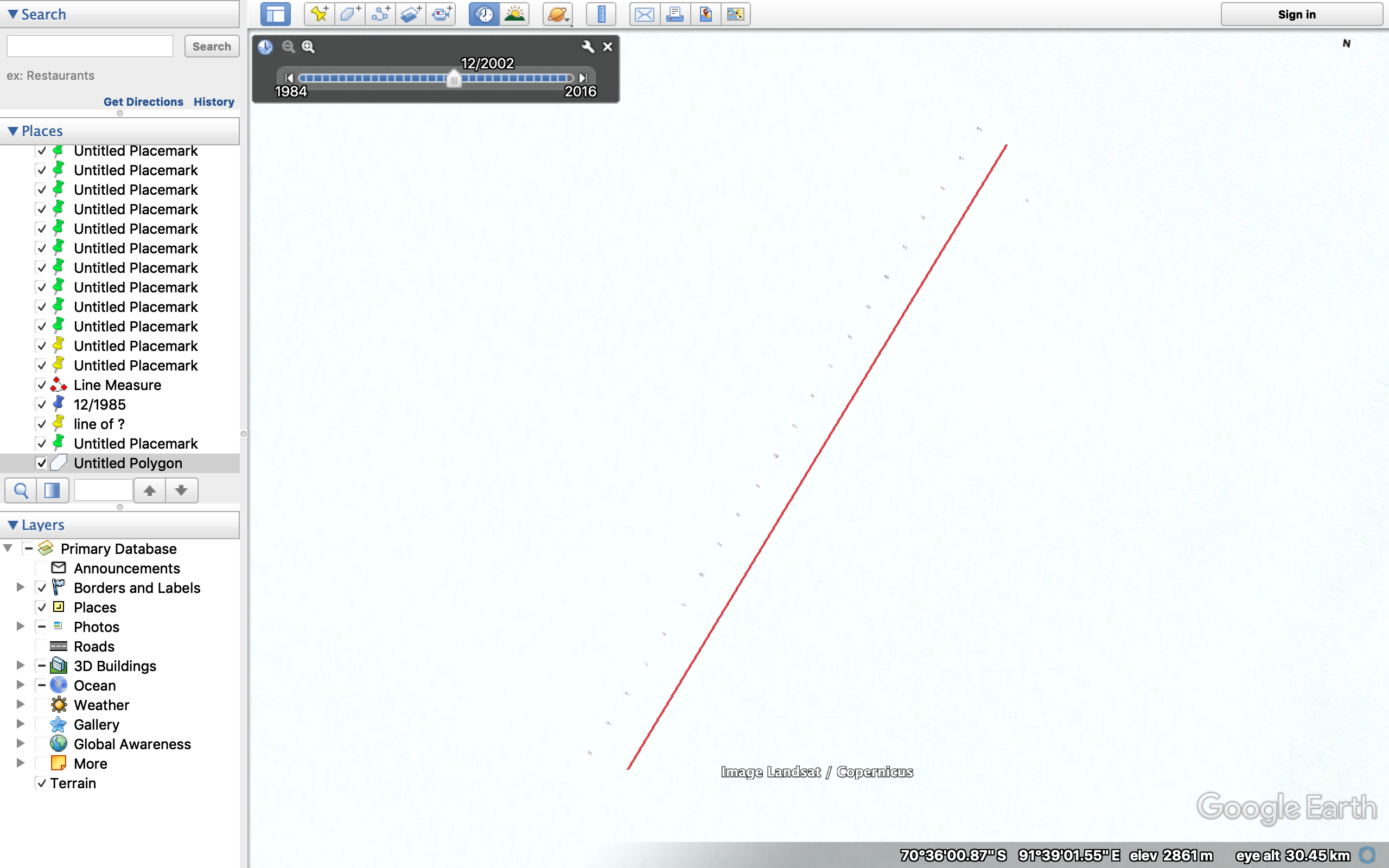
This is a 3D model of one mine’s shafts, adits, and tunnels. 100 miles altogether. 2000 feet deep, and extending inland, and out under the ocean floor for 2000 feet! Surprisingly, the part under under the ocean was the driest, and was fresh water, except when they accidentally mined up too far.
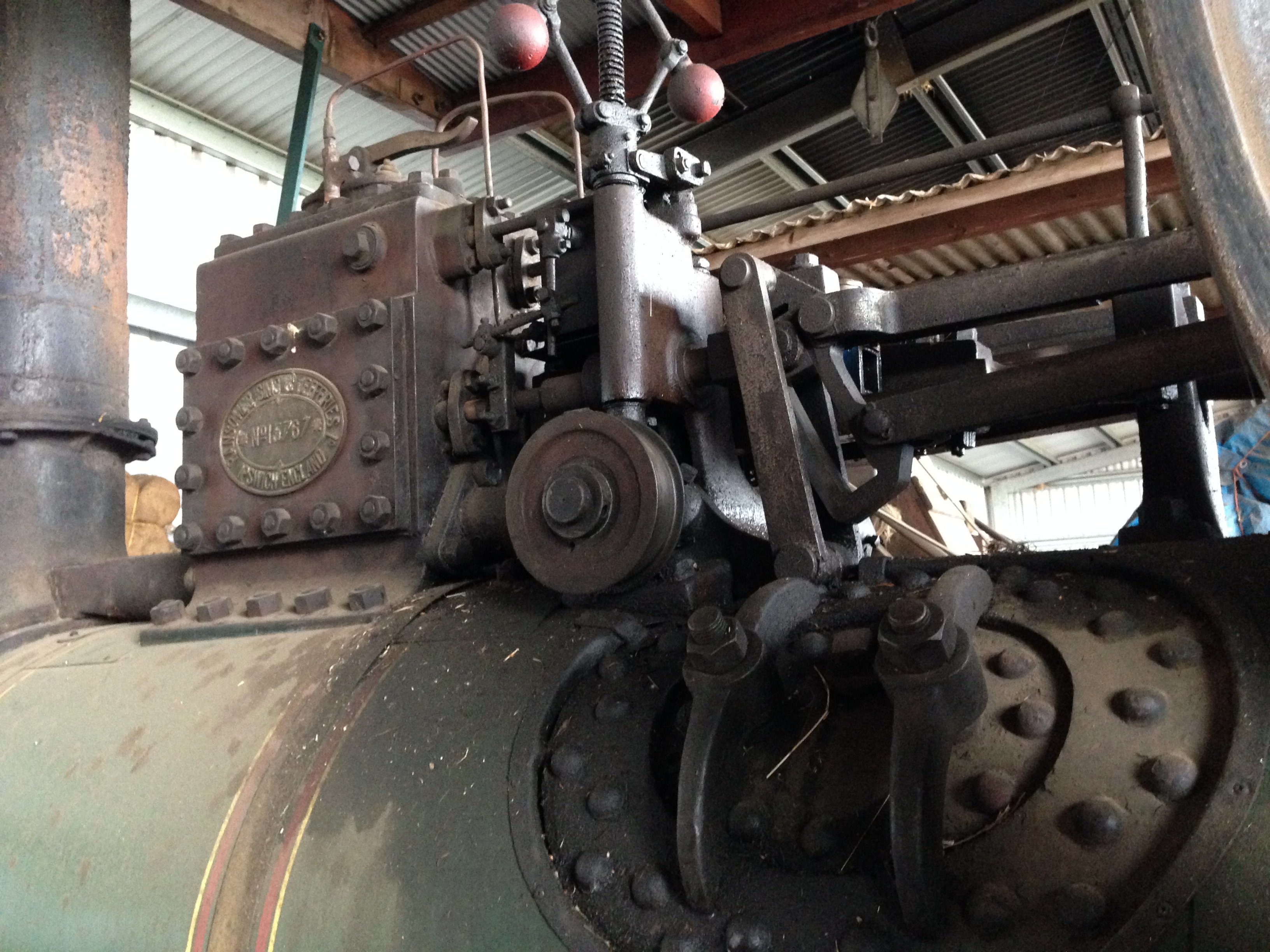
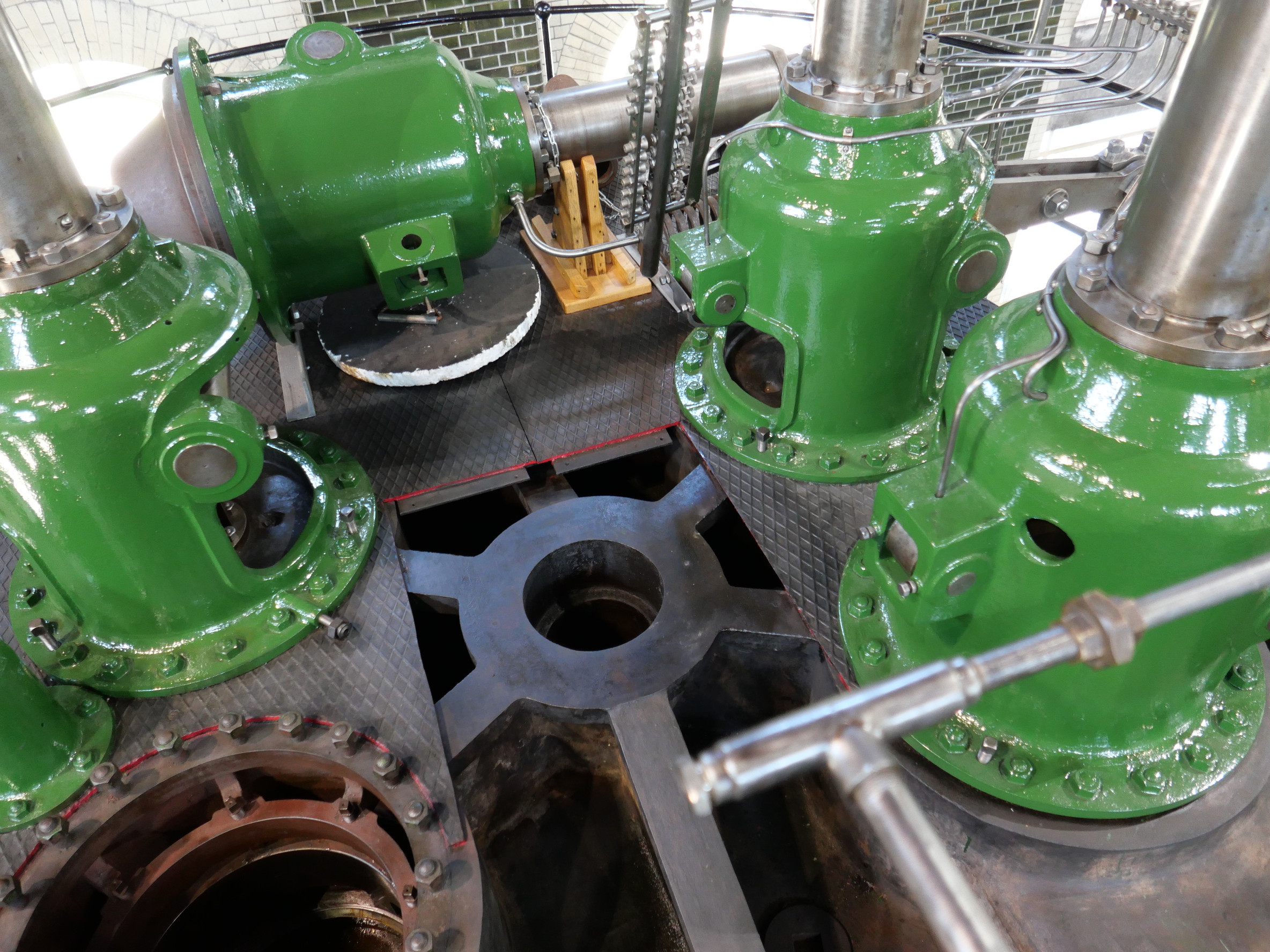
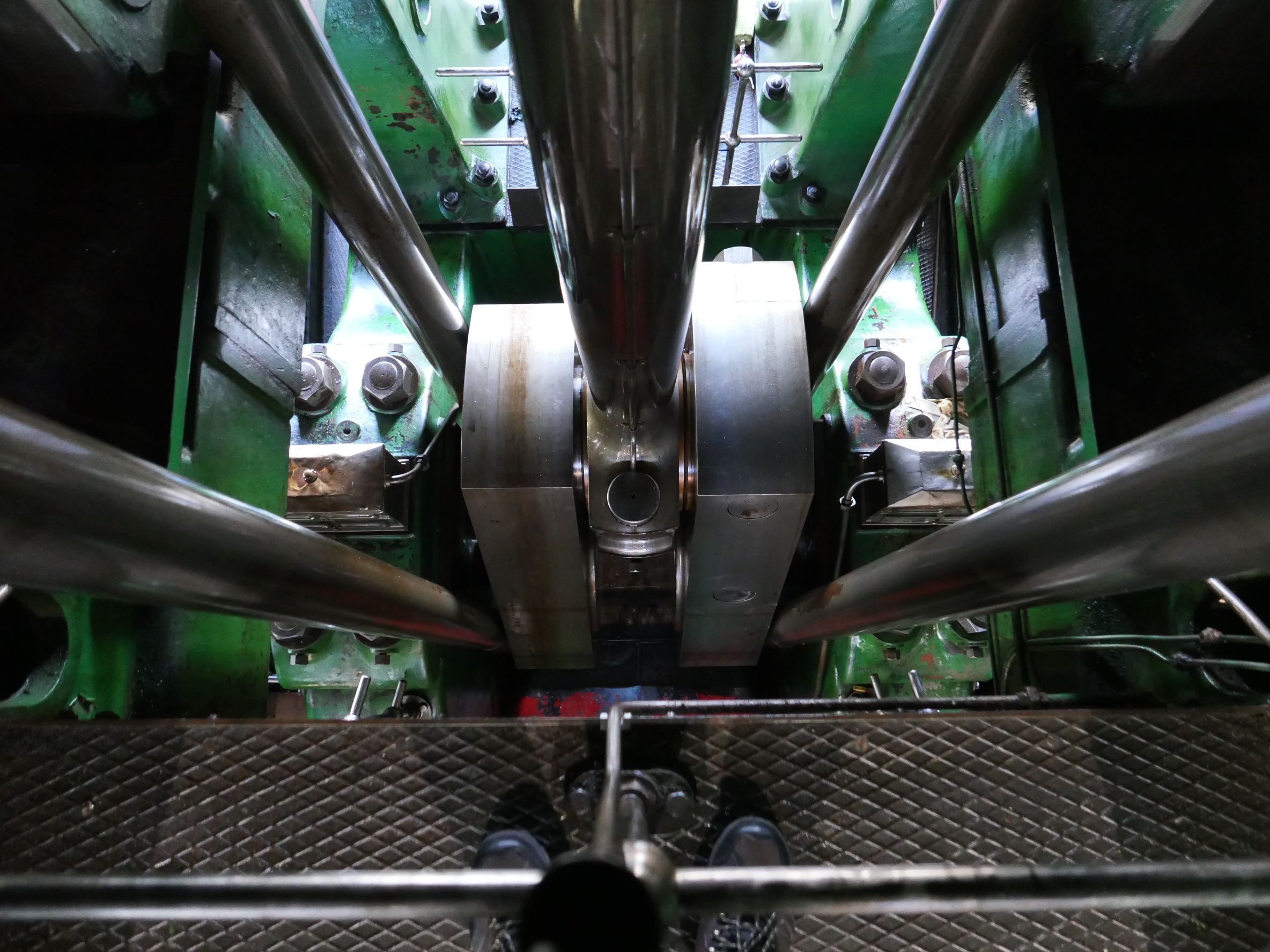
The final mine which I toured was the richest. The Levant mine. It is of great antiquity.. 3000 to 600 BCE and intermittently mined until 1930. It never really recovered from the Man Engine disaster of 1919. It is now a National Trust site, and the tour was one of the best I have experienced anywhere. Again the tour guide was an ex tin miner. He looked the part, with missing teeth, west country brogue, and built like a T34 tank. He was a superb raconteur, with a wealth of stories and knowledge, and answered every question with assurance. We visited many parts of the complex, including a trip into a mine, with a huge vertical shaft at the end. Counted the tourists in and out, and radioed the manager in and out. The tour ended with a visit to the steam driven whim engine. It was the only engine saved after the closure. The rest were scrapped.

A small part of the Levant above ground complex.

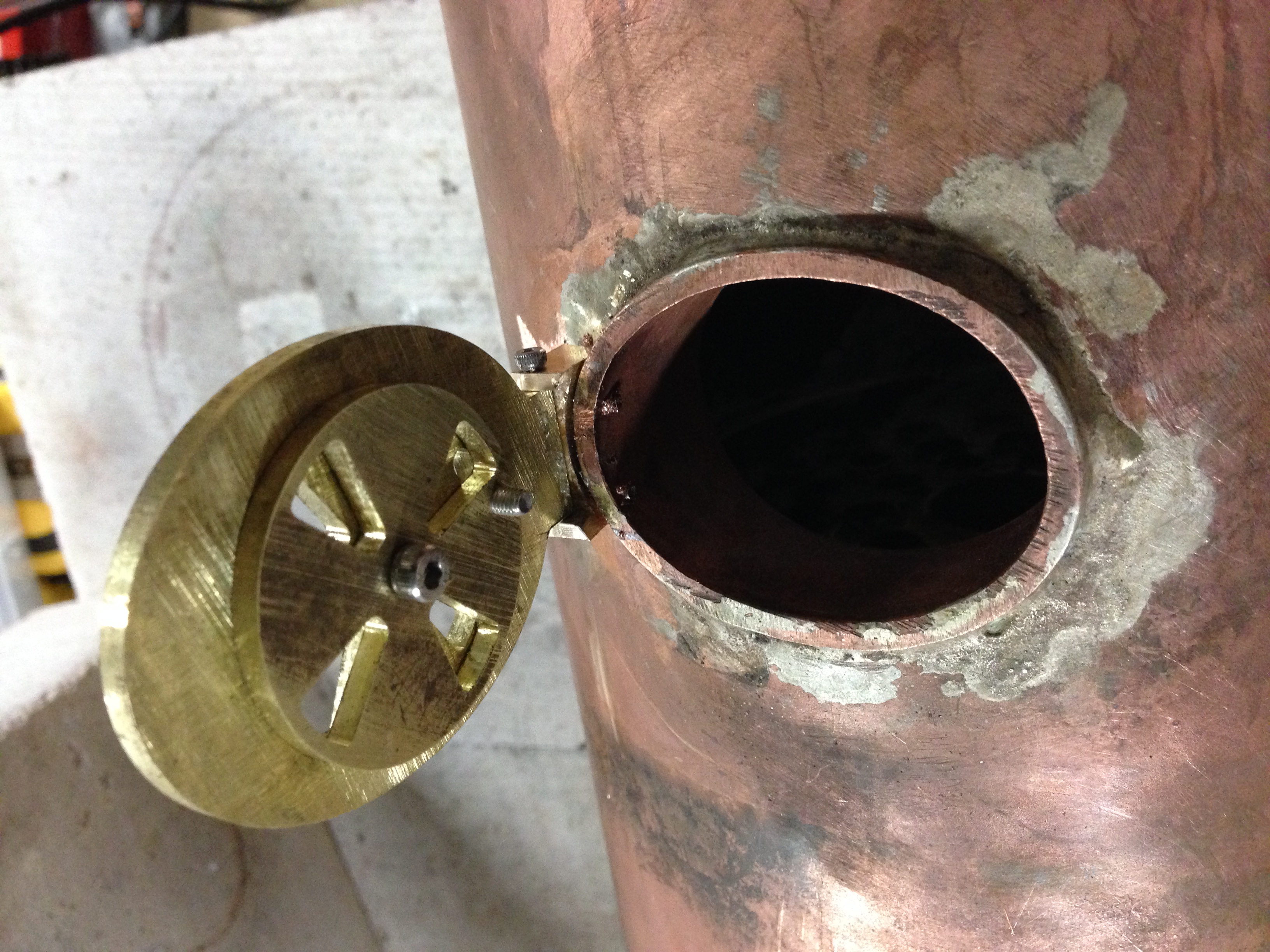
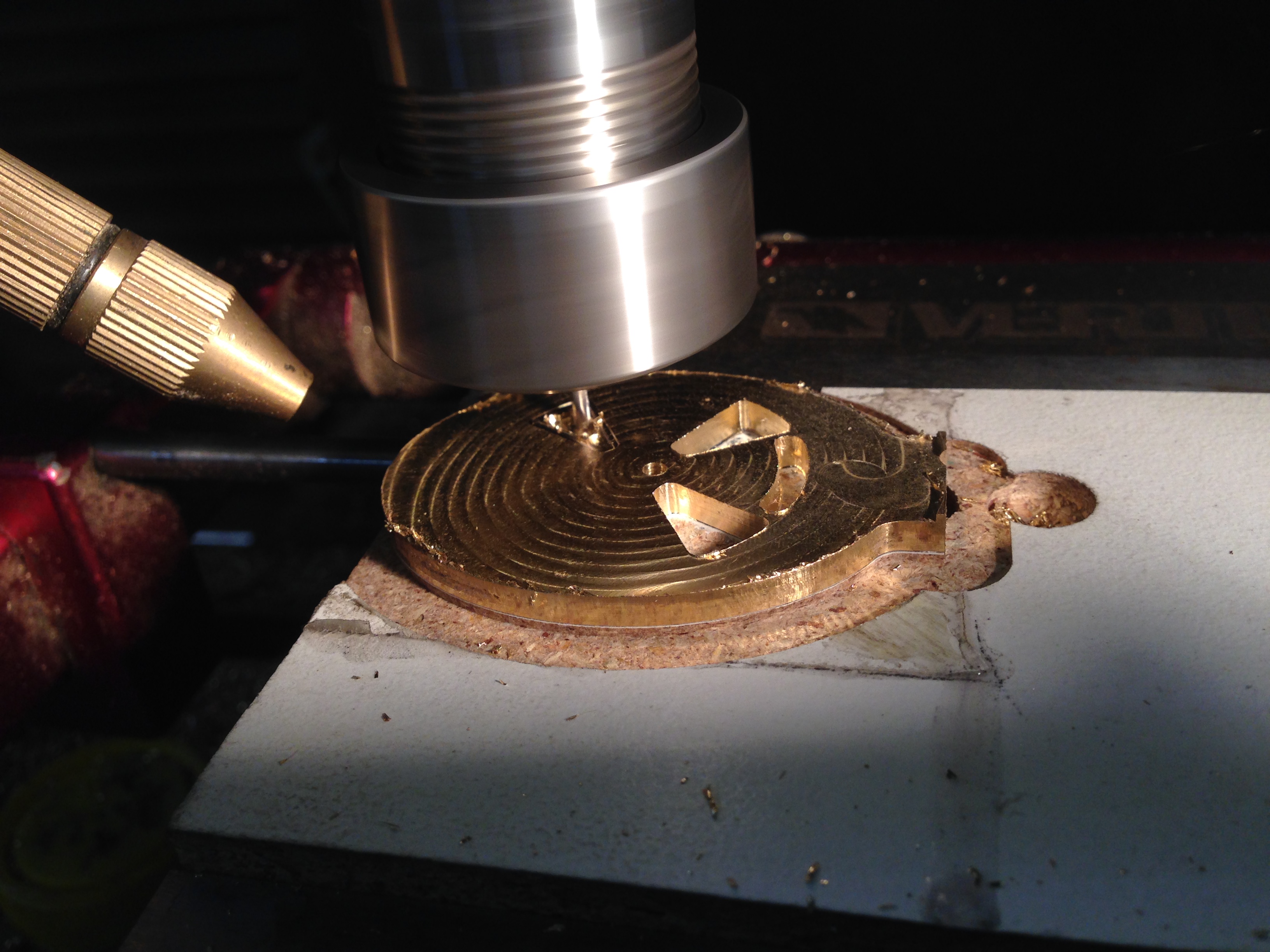
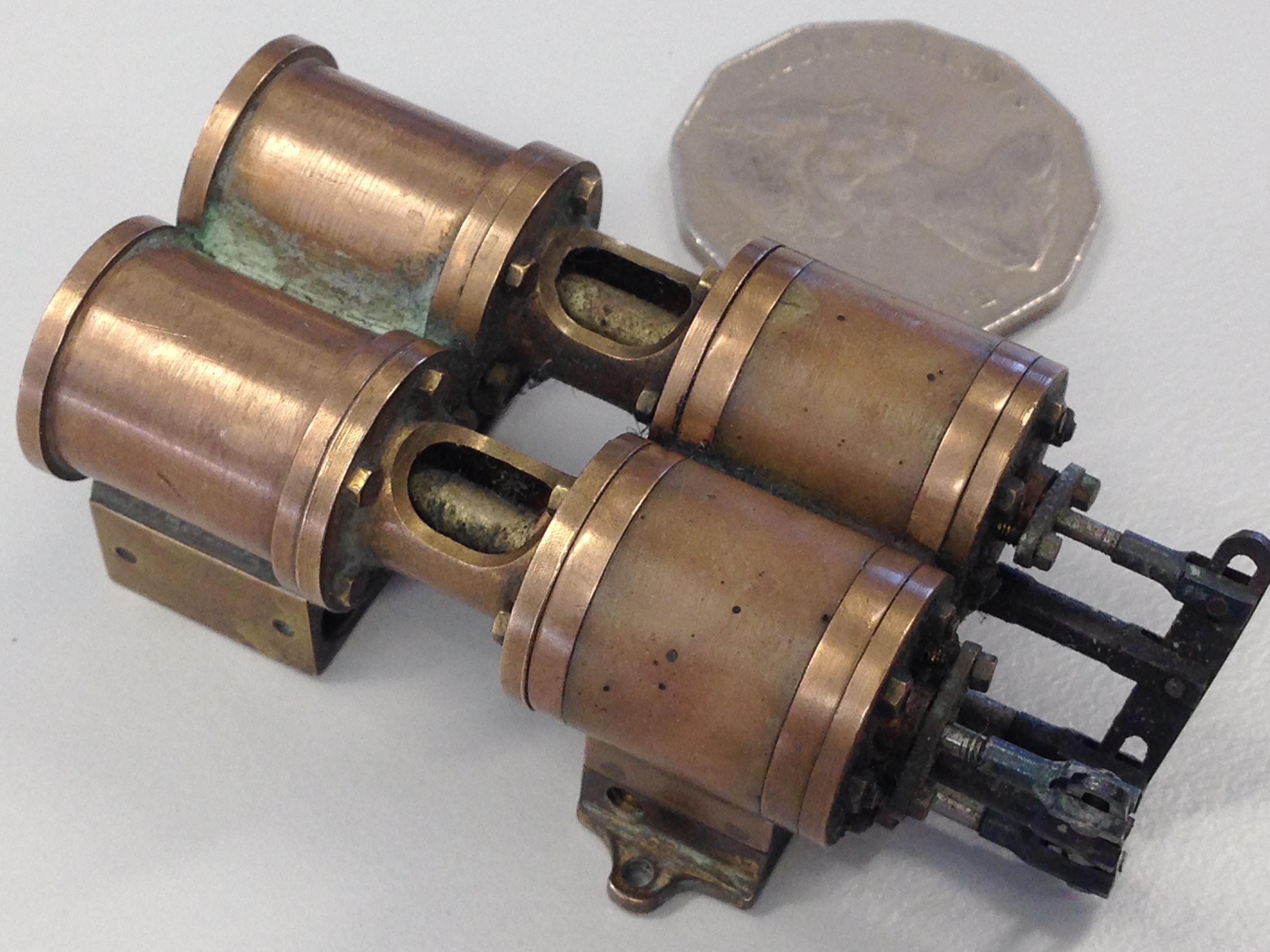
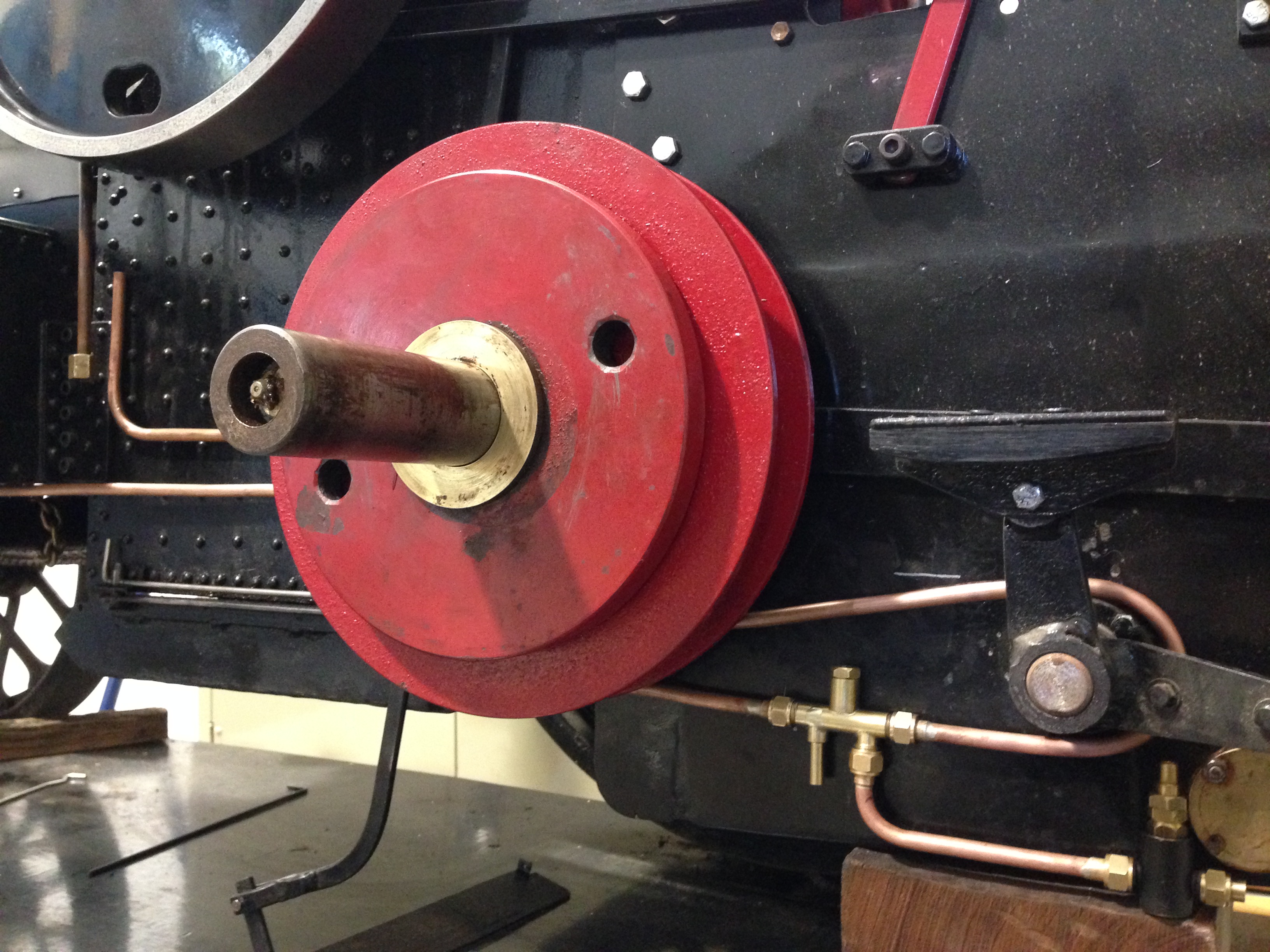
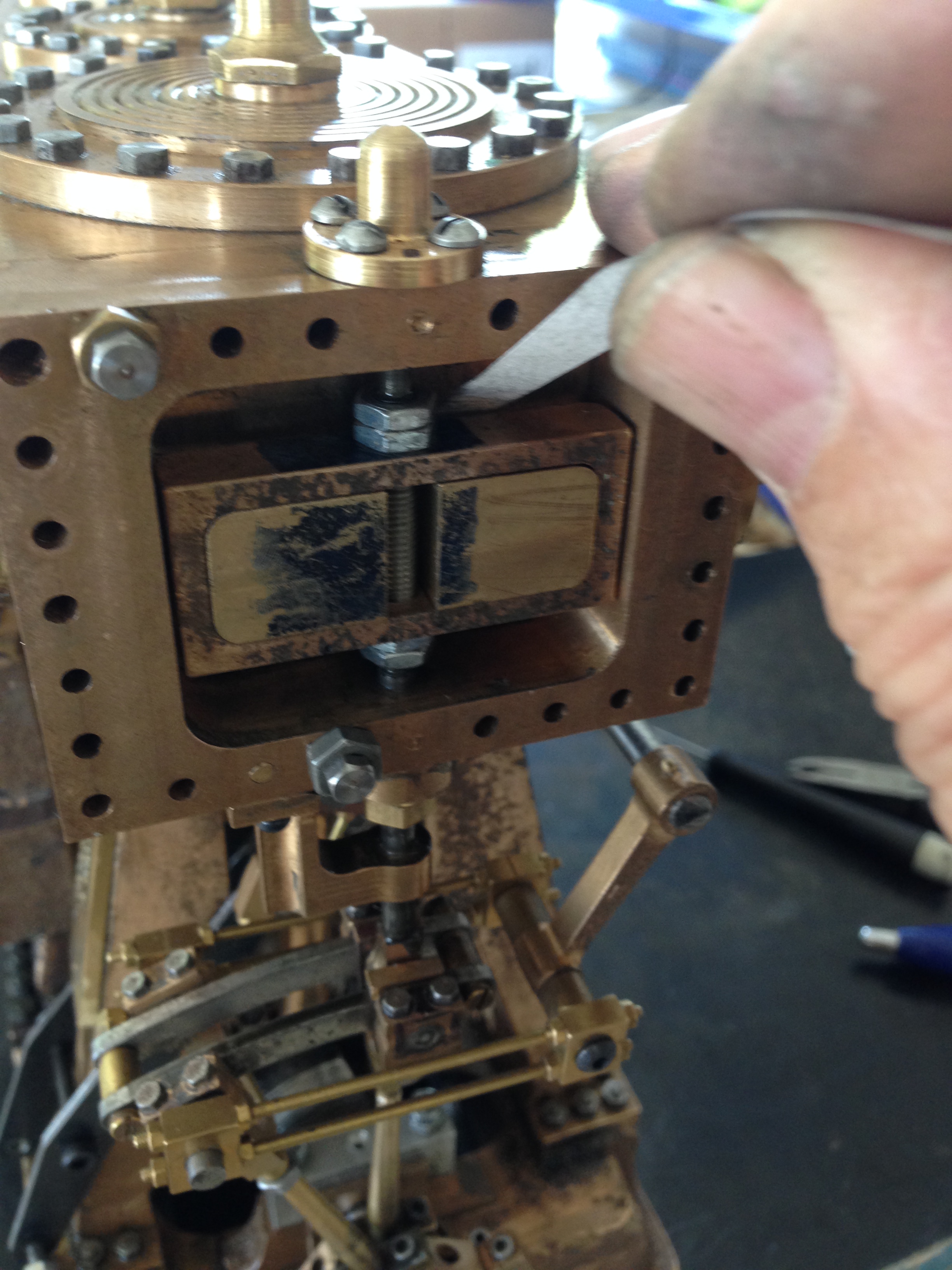
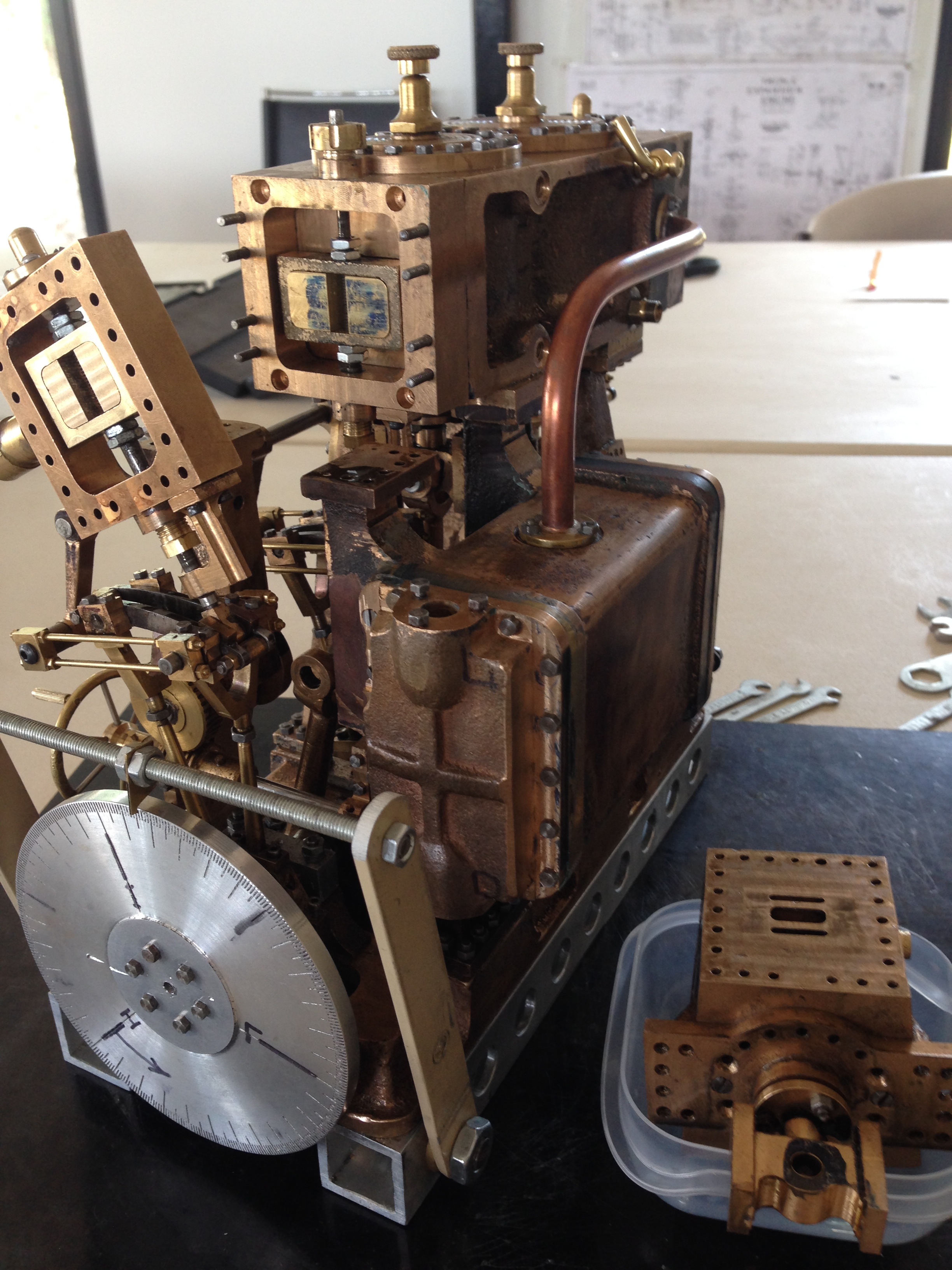
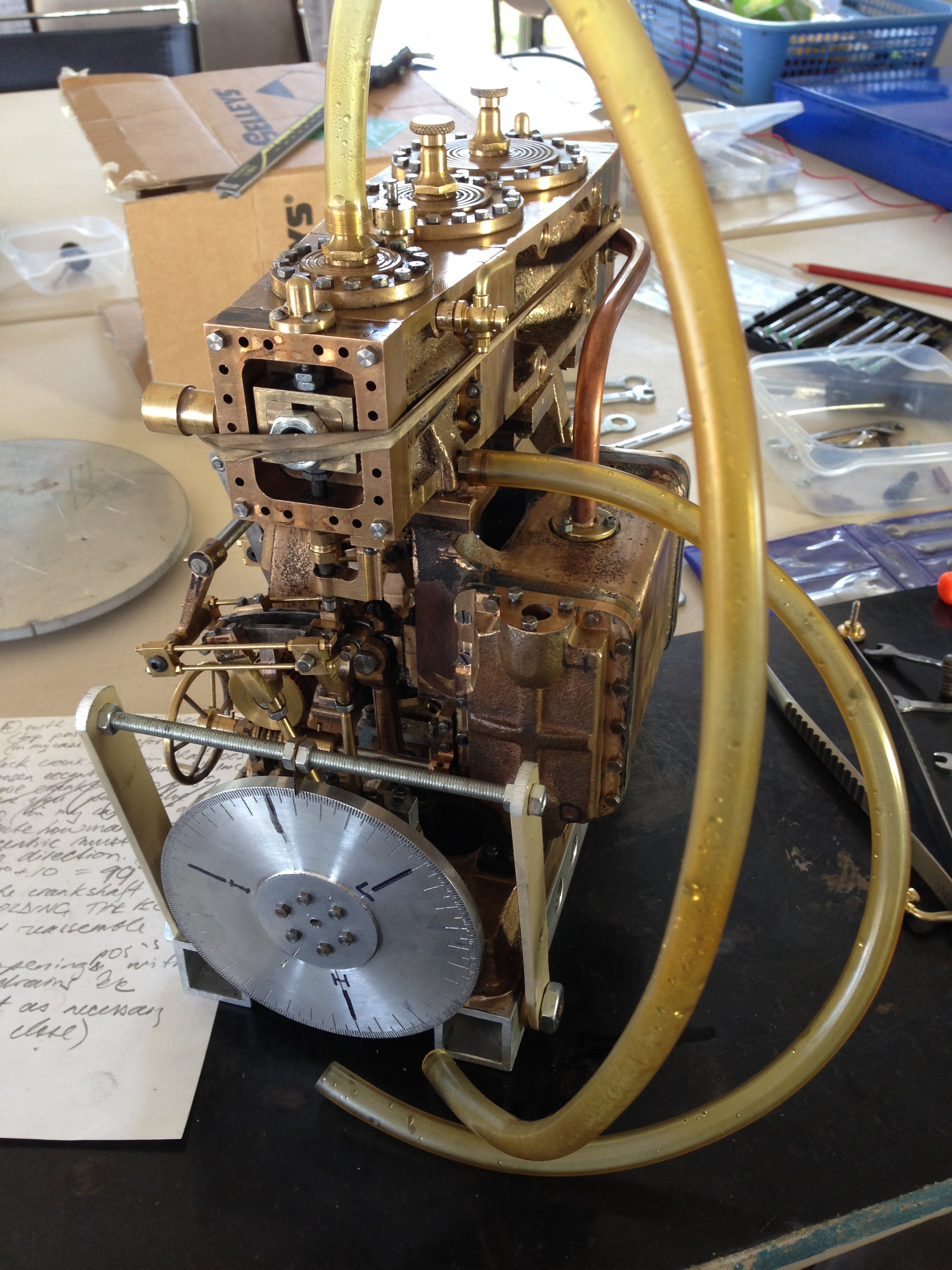
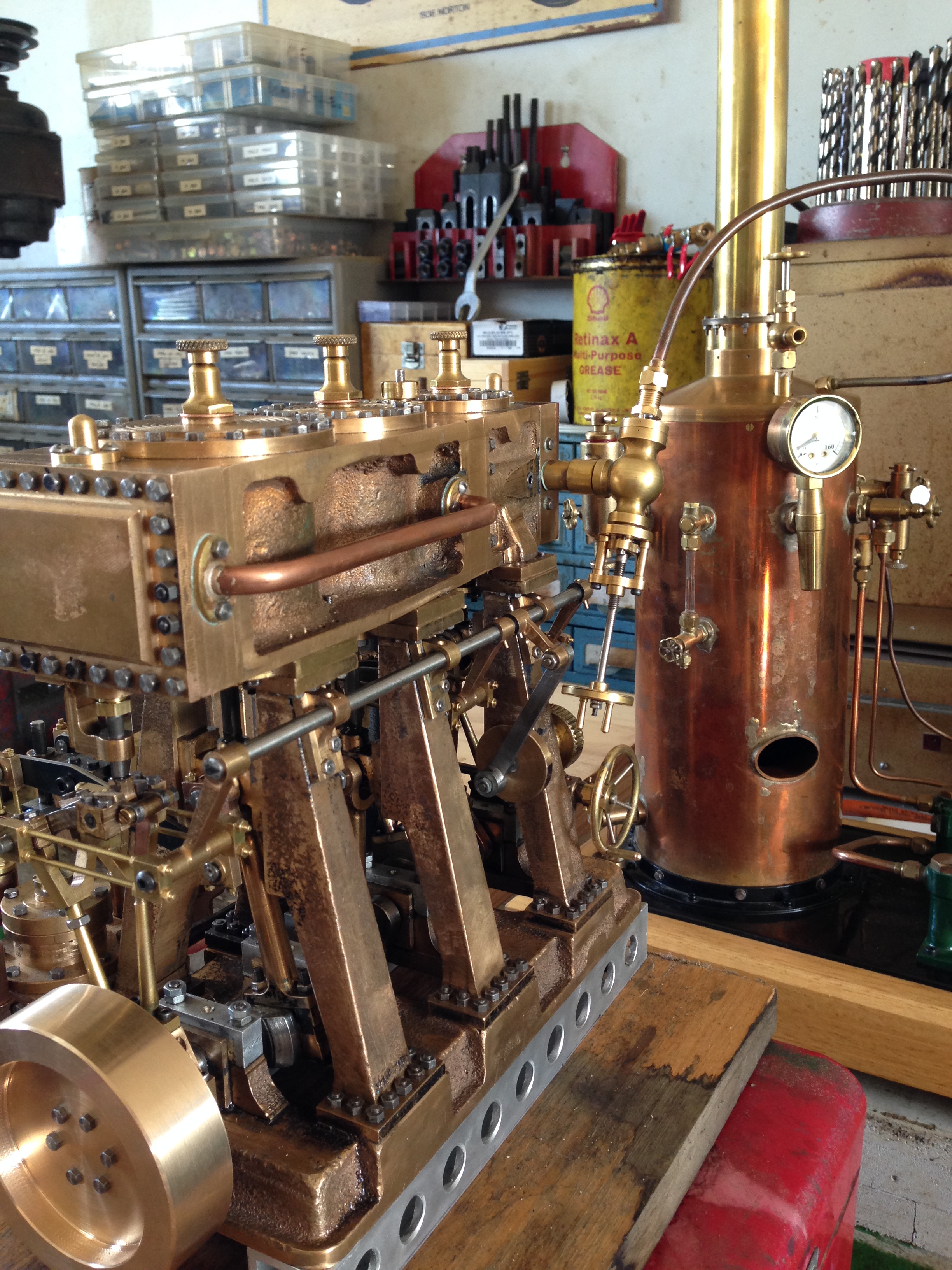
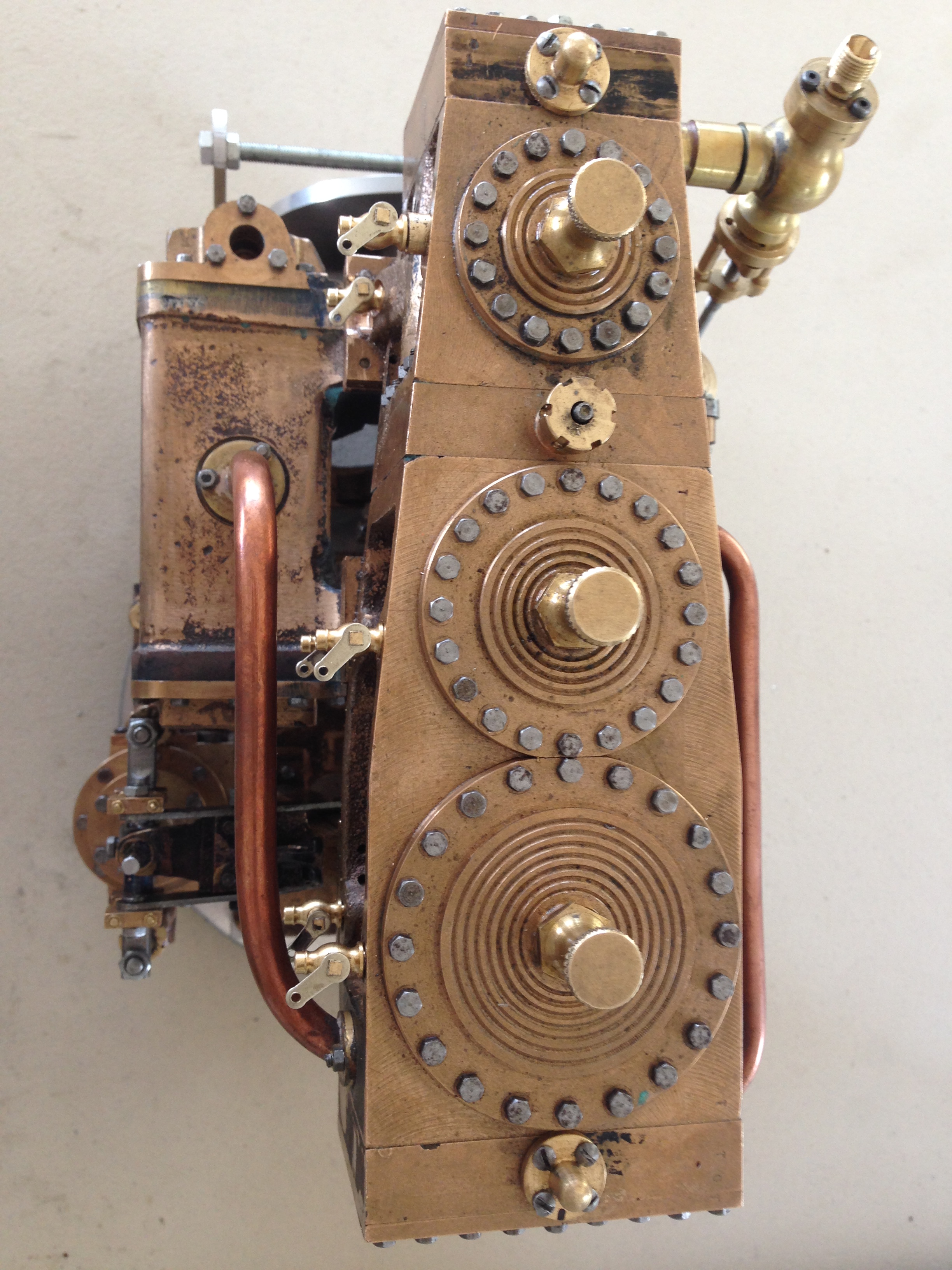
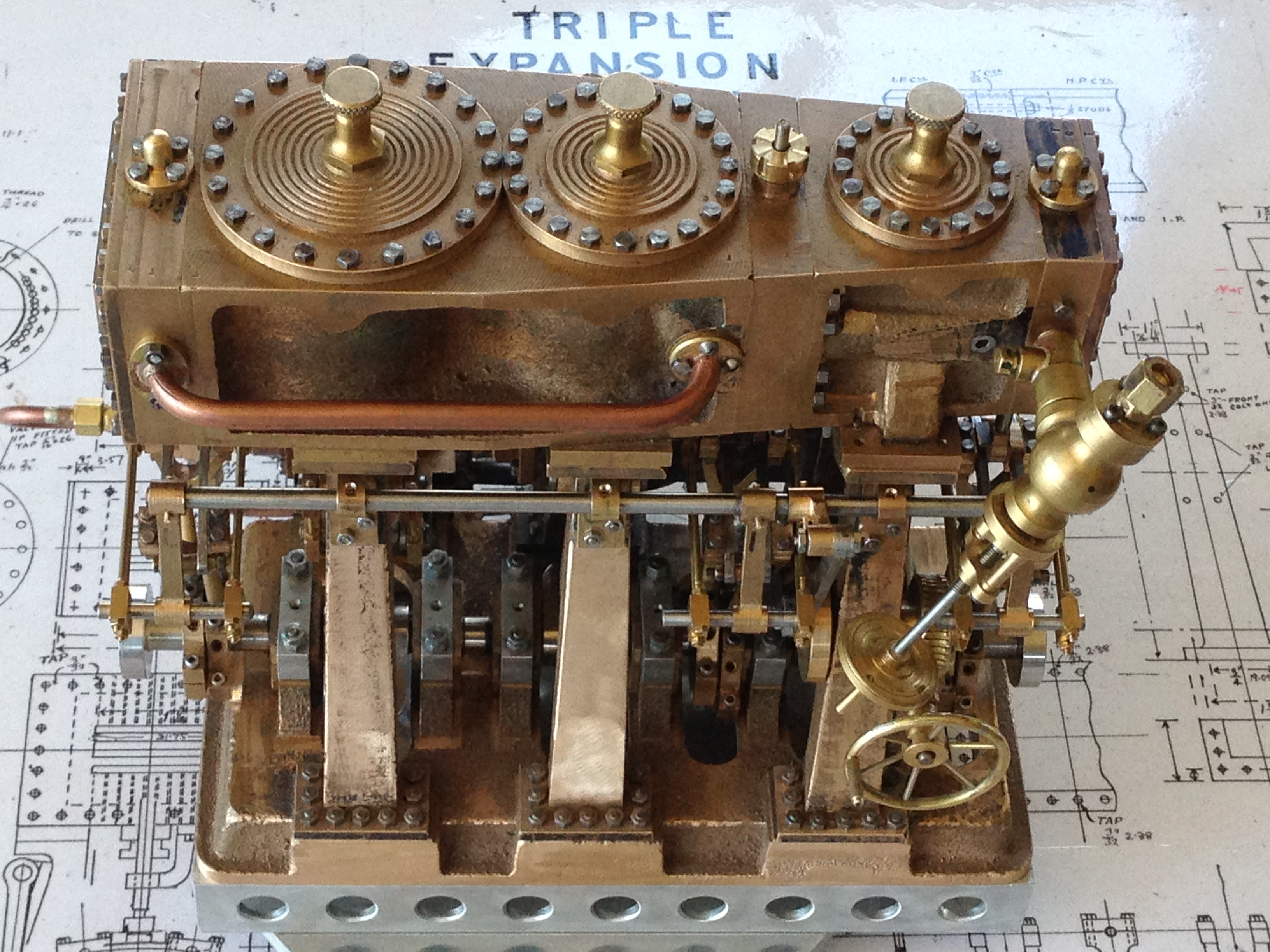
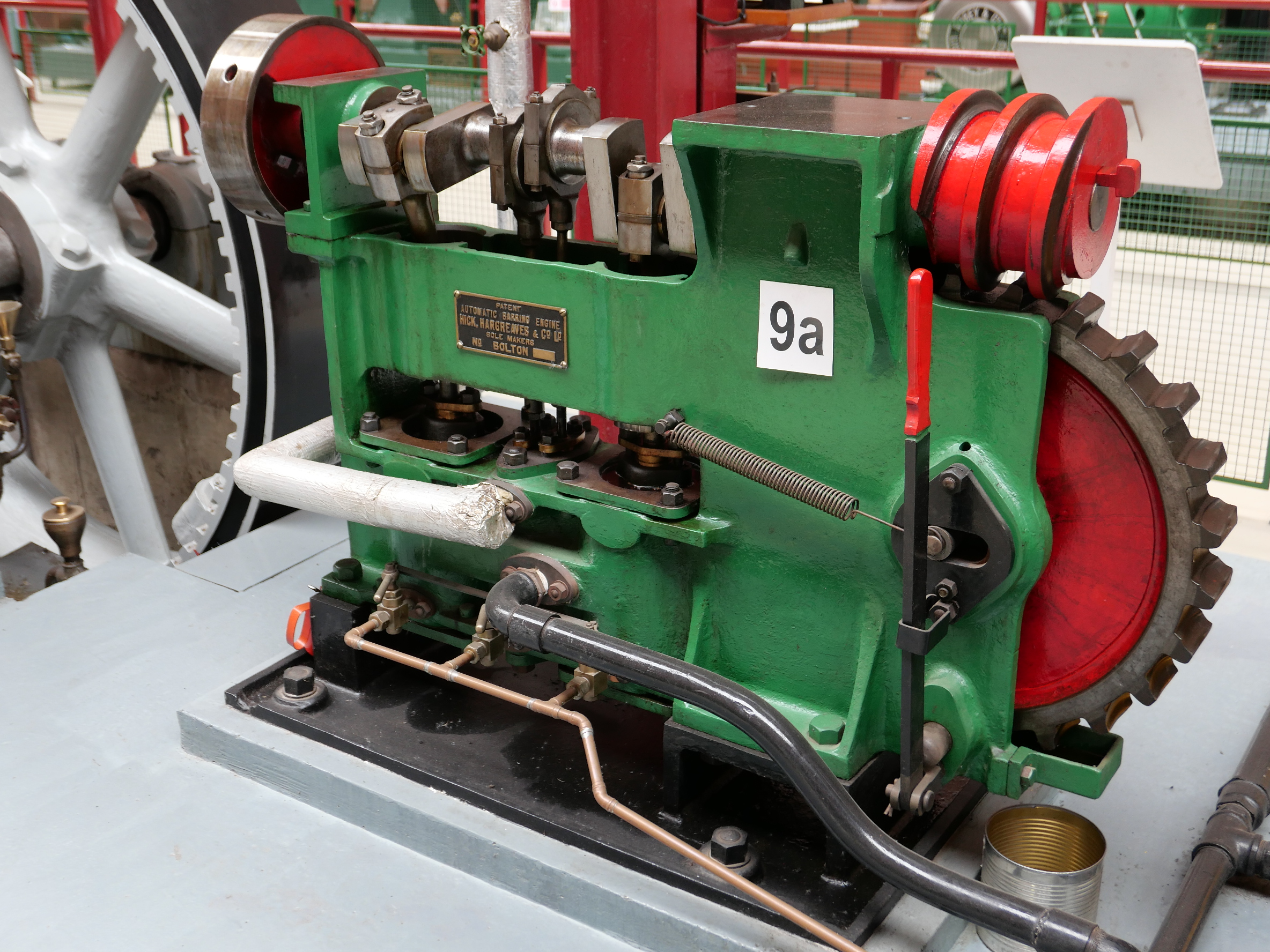
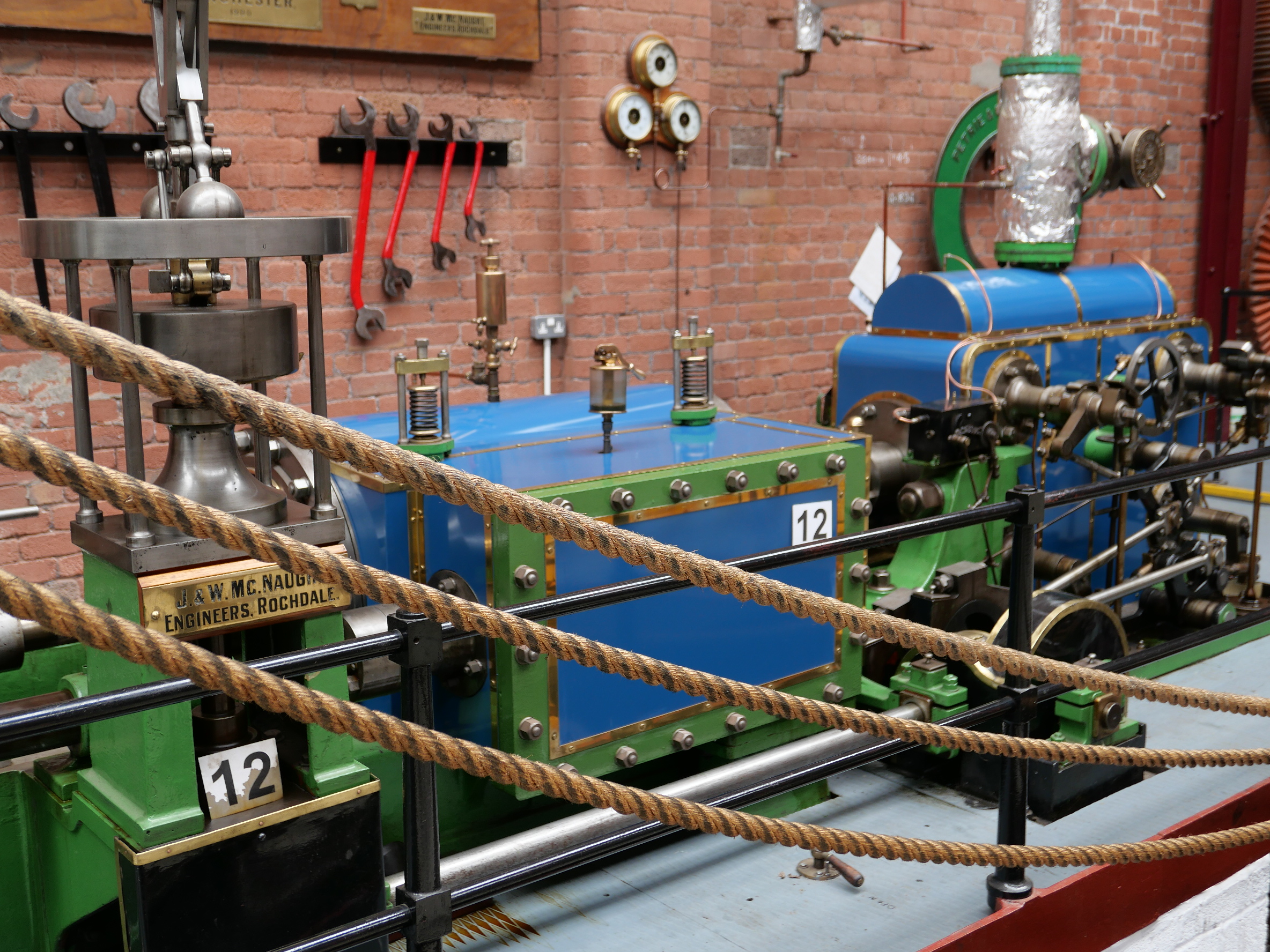
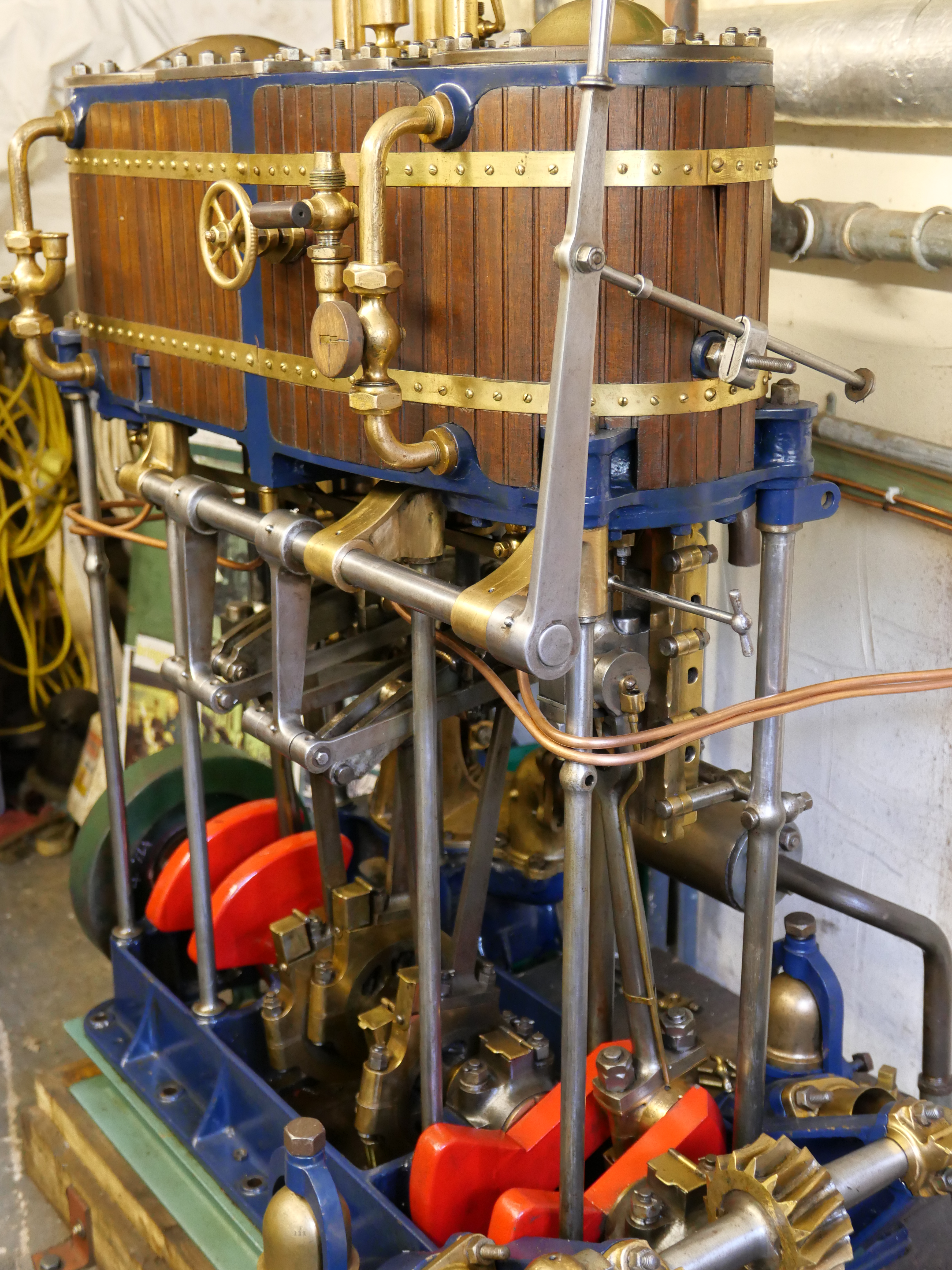
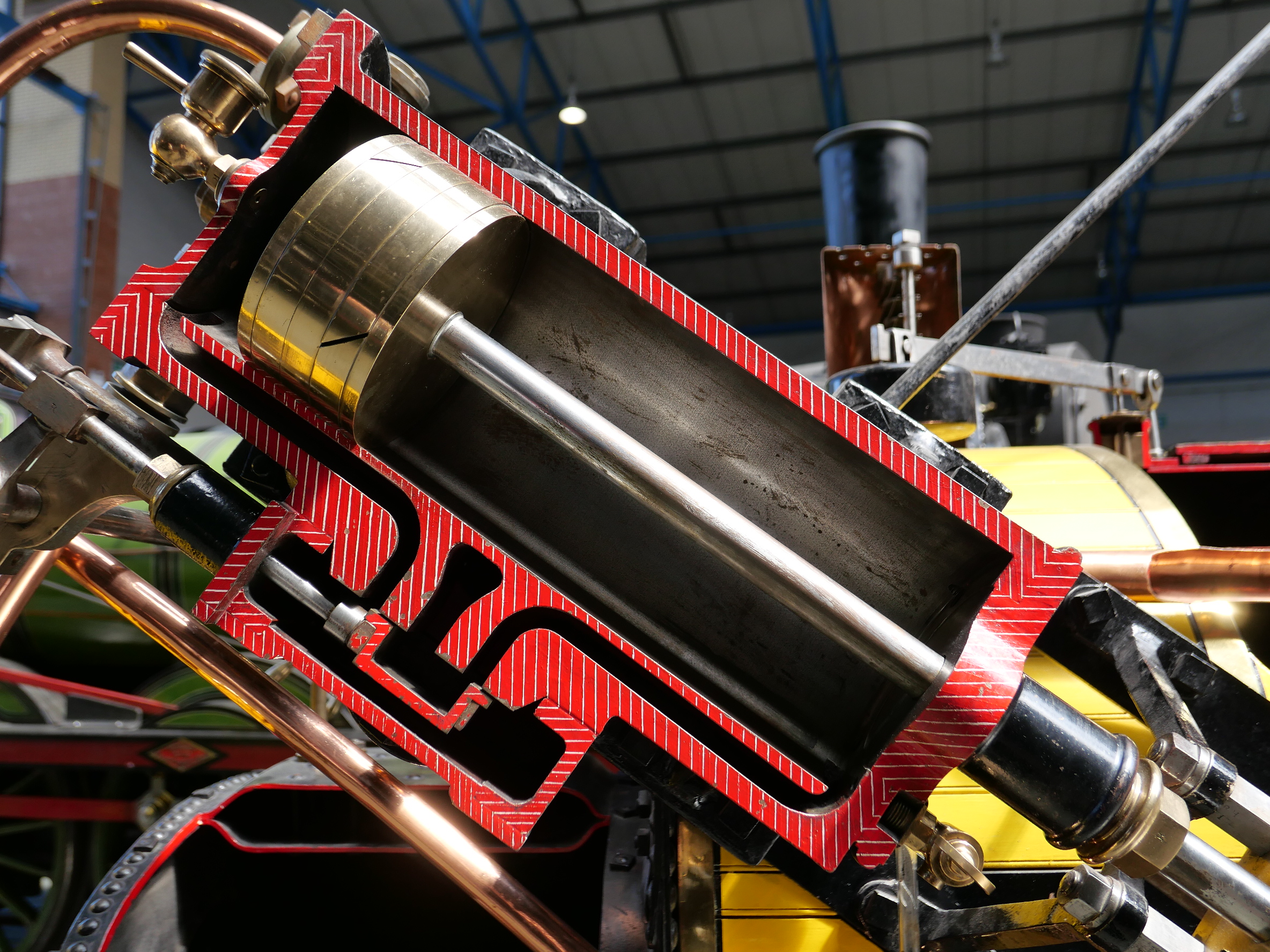
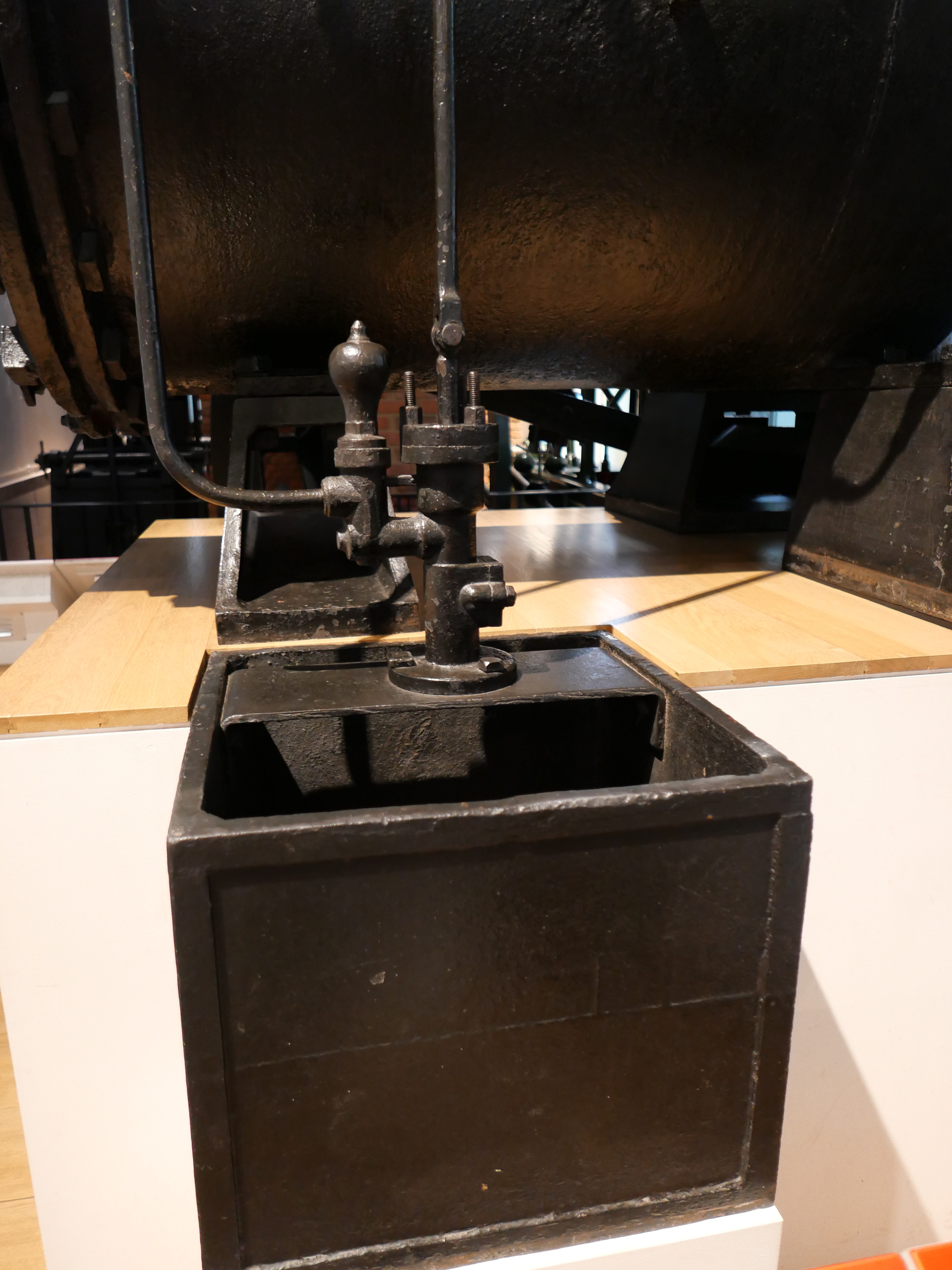
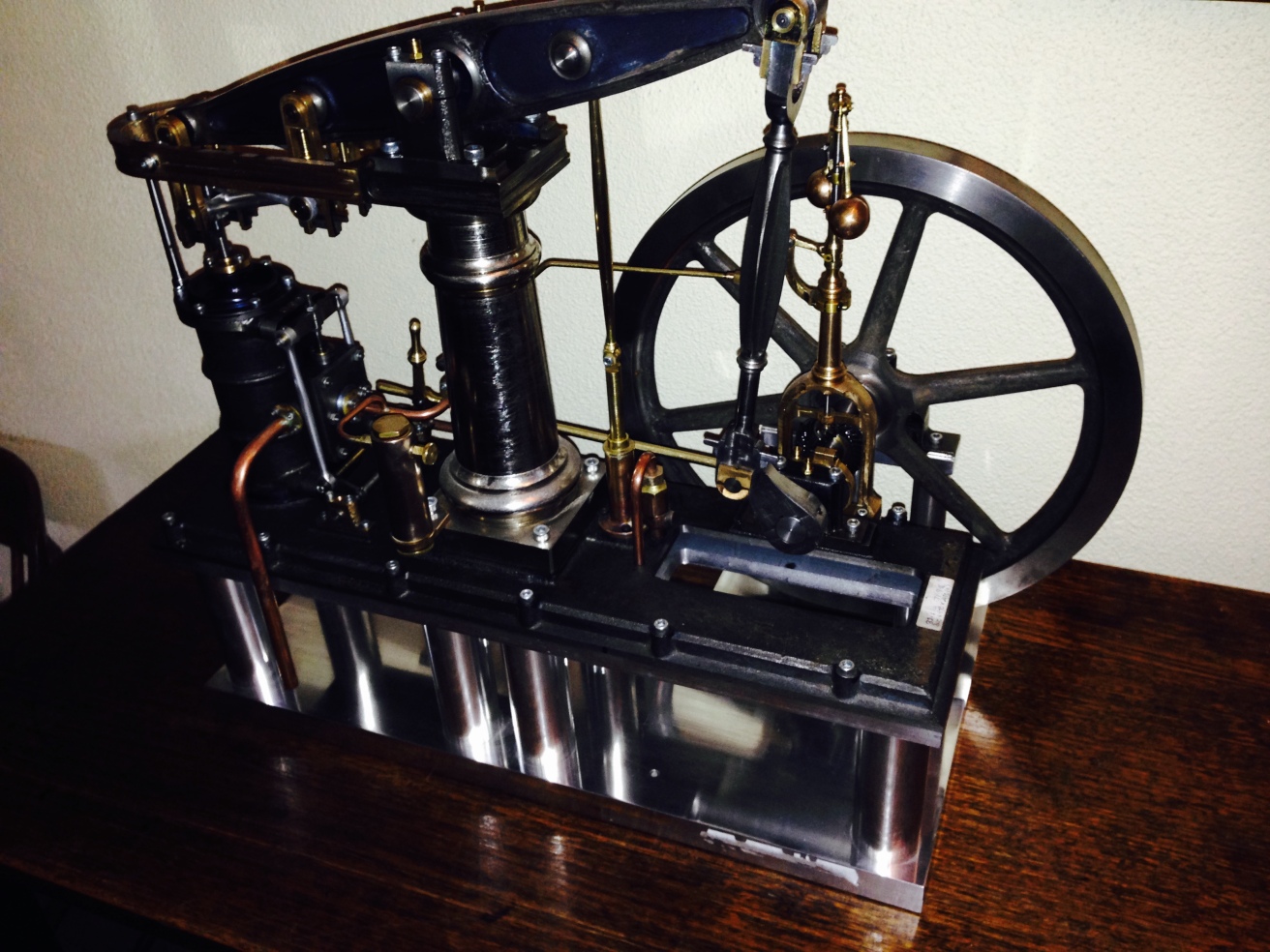
The valves of the beam engine

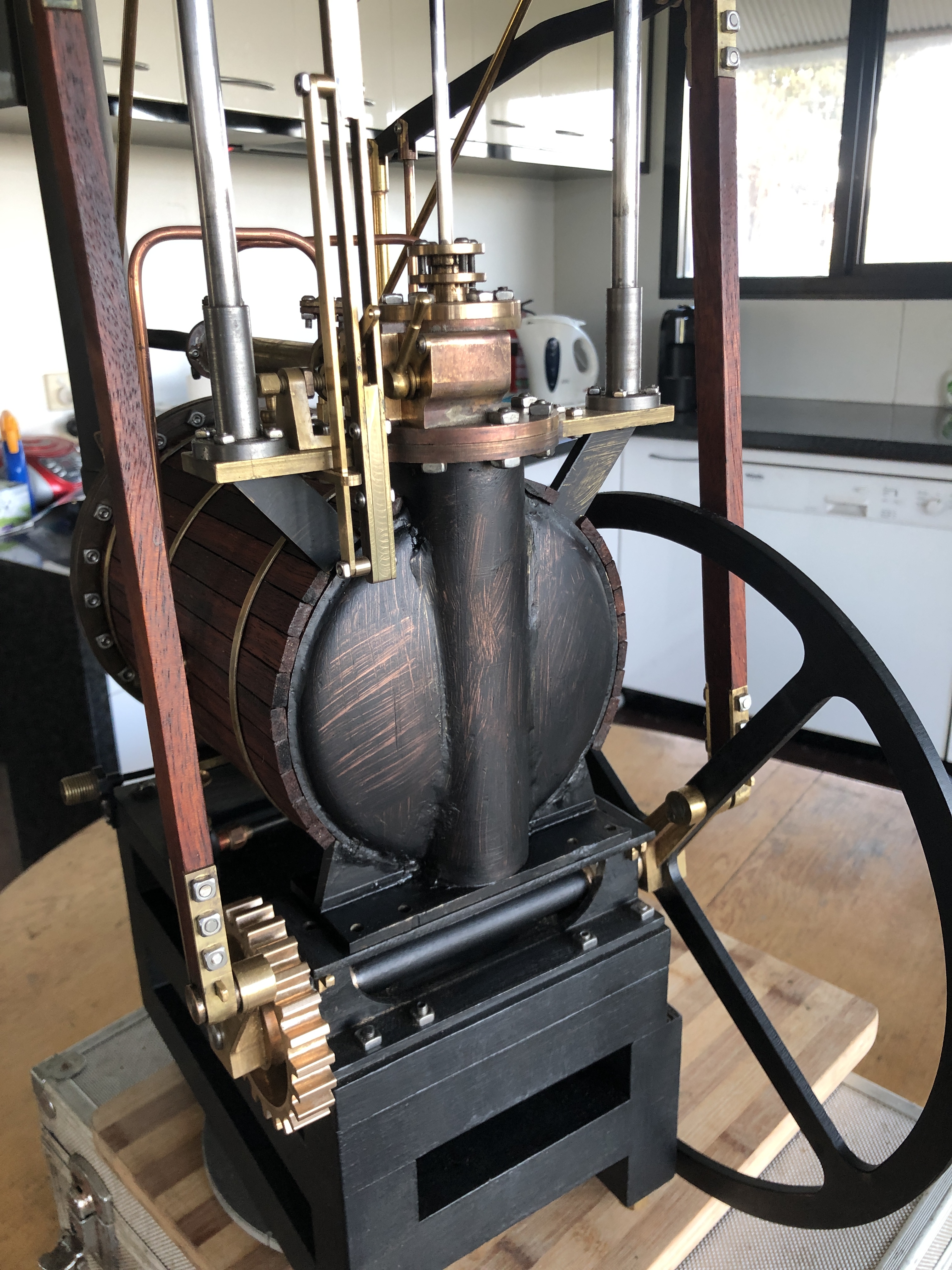
I do not have enough space for videos of the engine operating, But will put them on YouTube later.
I have not touched on the topic of women and children working in the mines. It happened until well into the 20th century. Look up “Bal maidens” for information on women in the mining industry. They were a strong lot.
Another highly recommended place to visit.





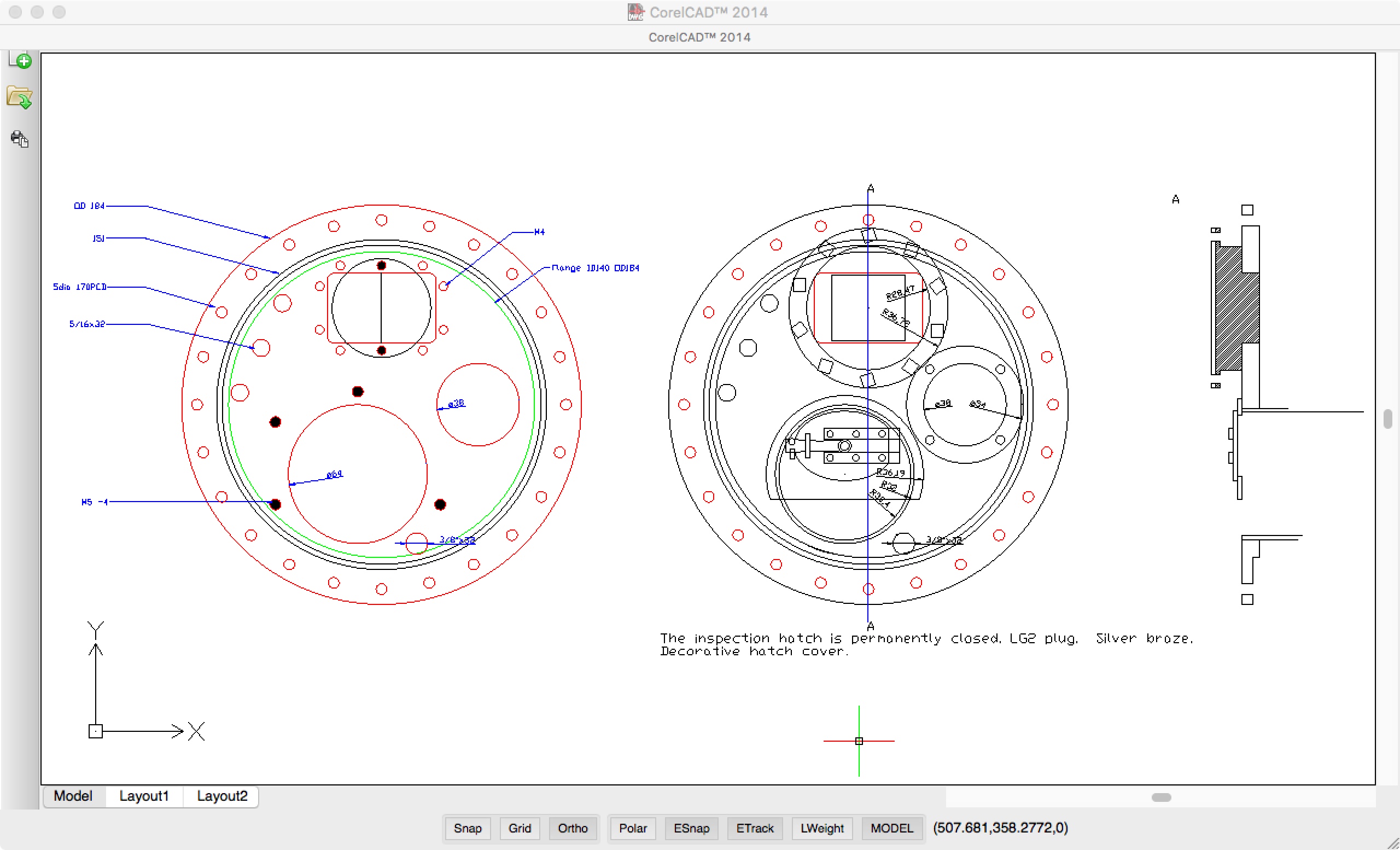
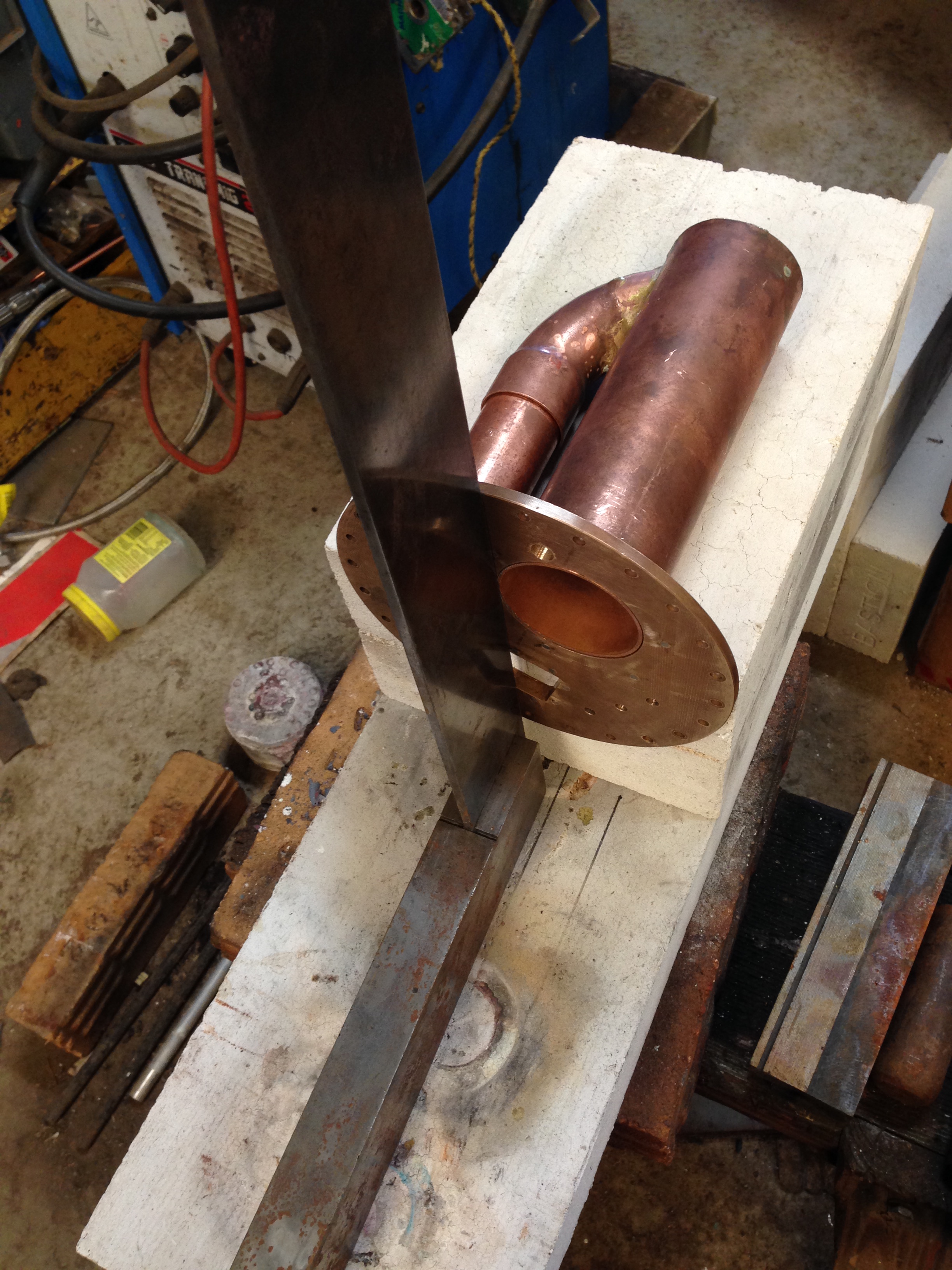
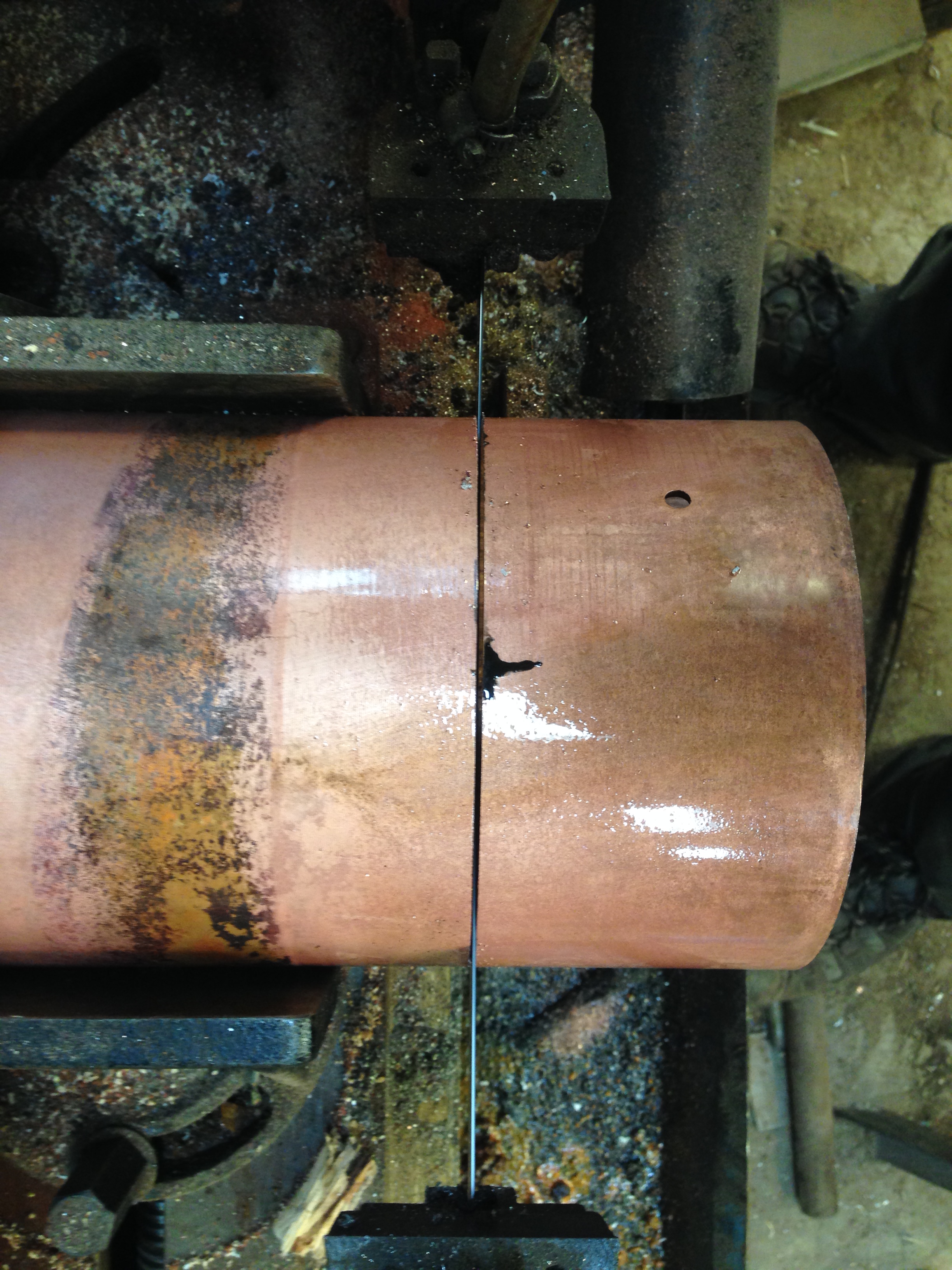
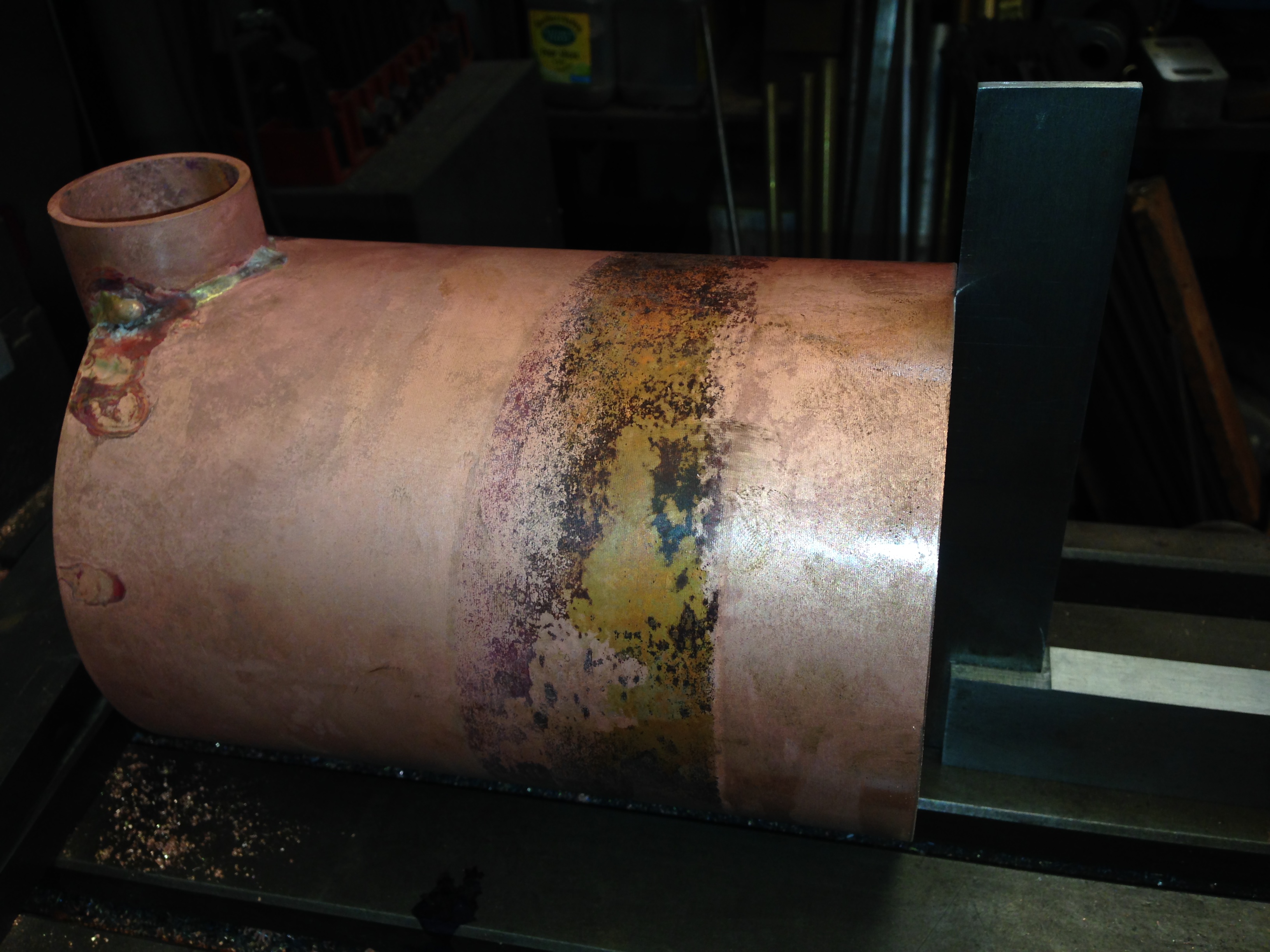
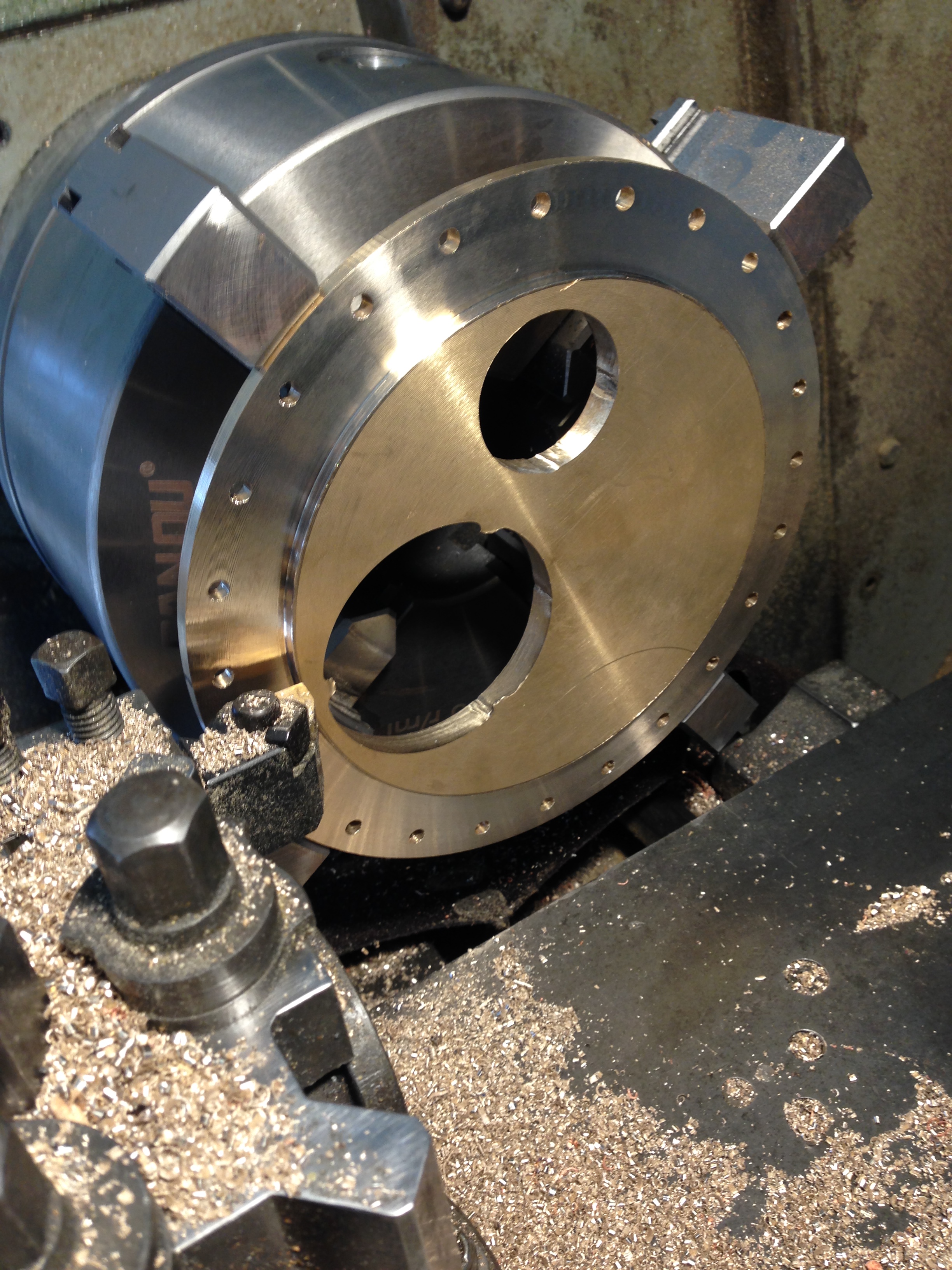
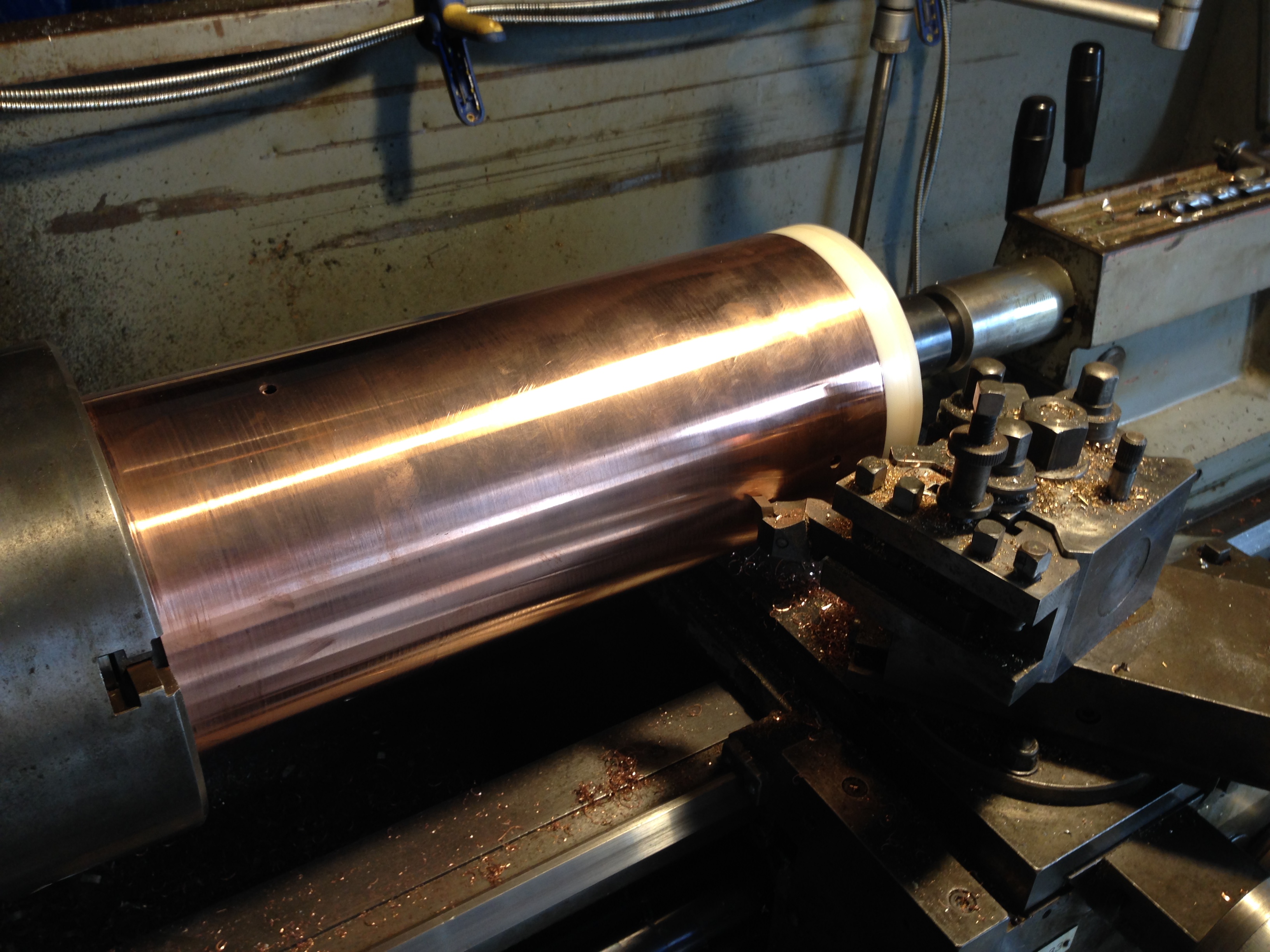
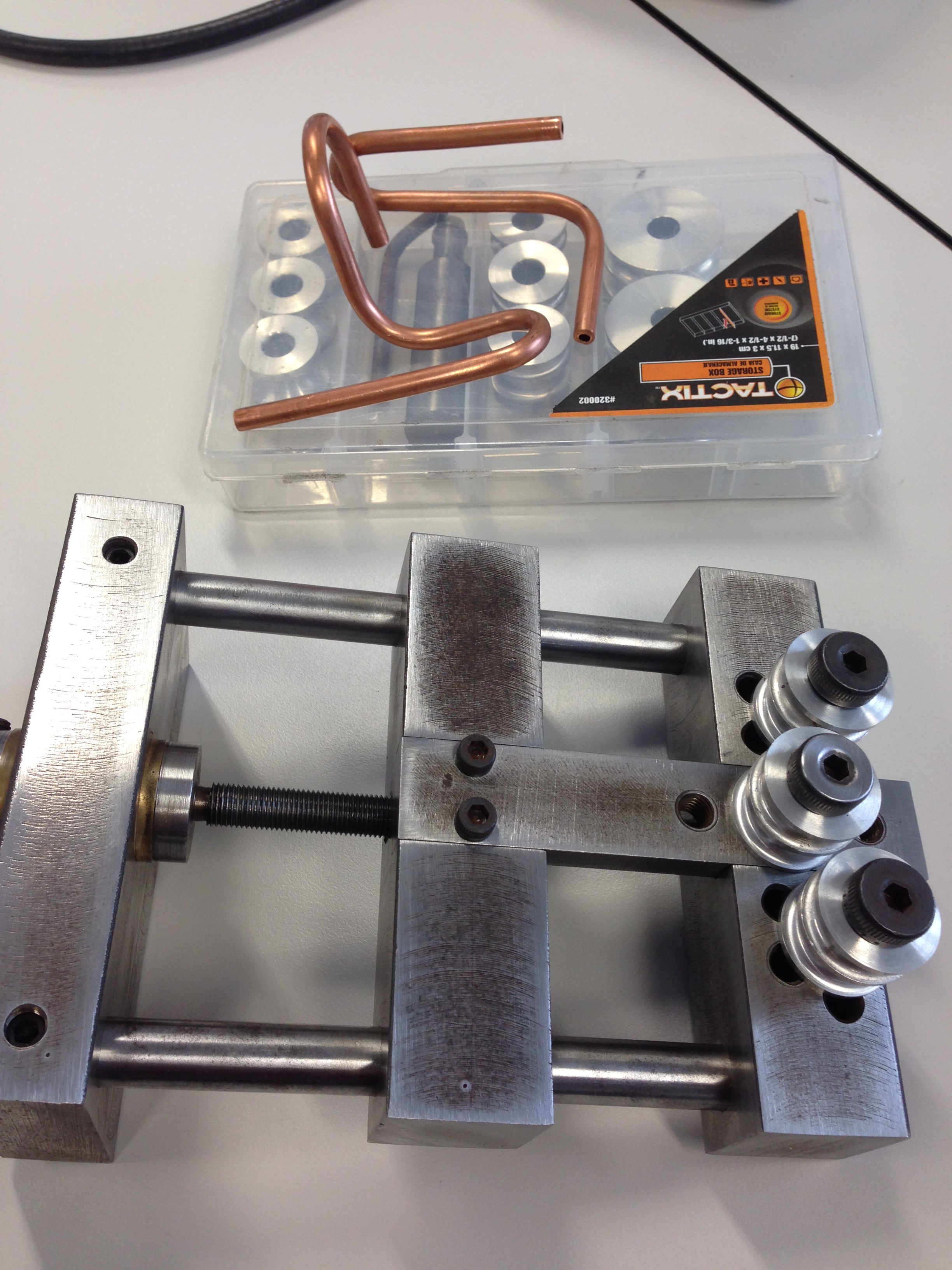
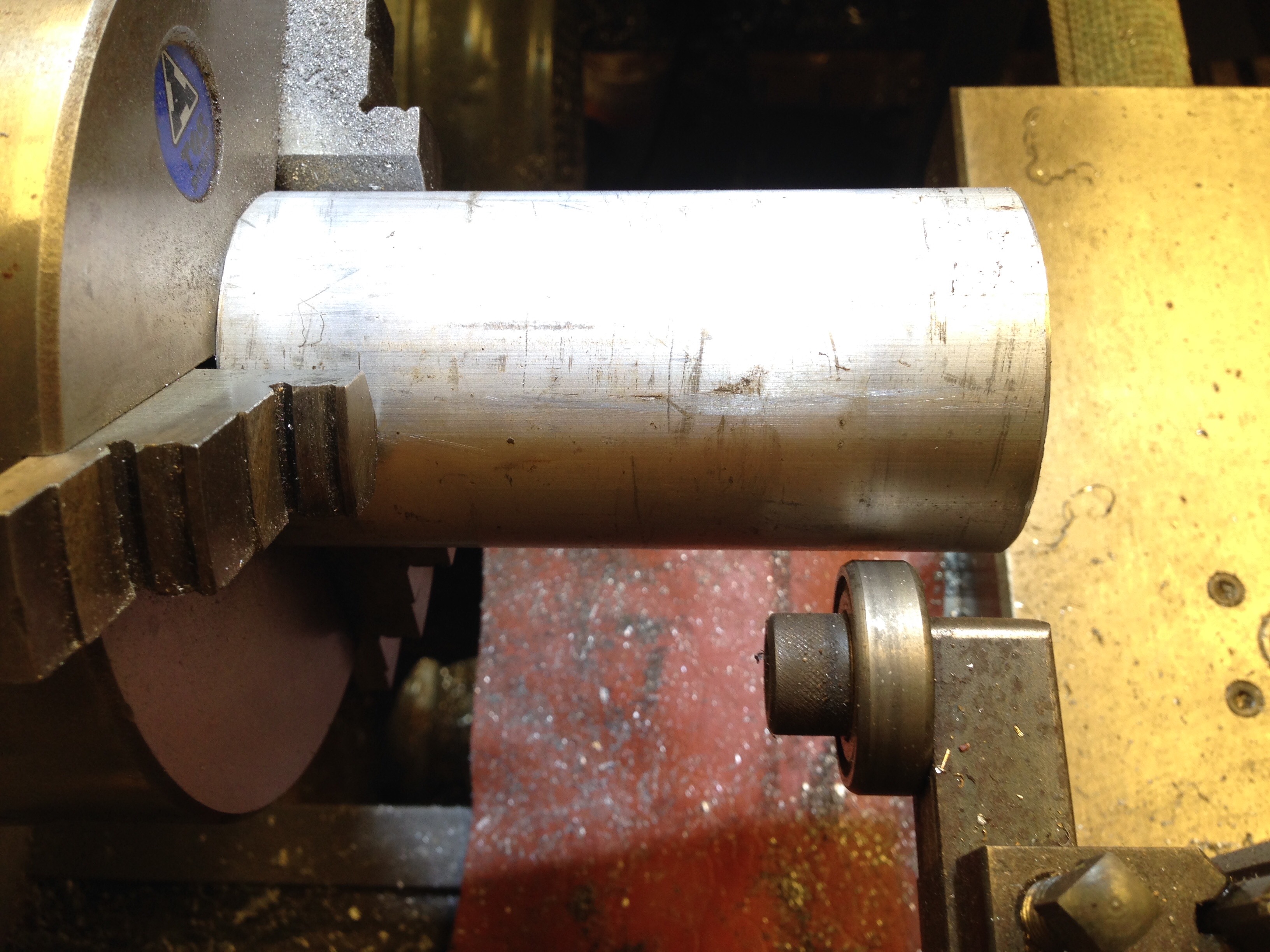
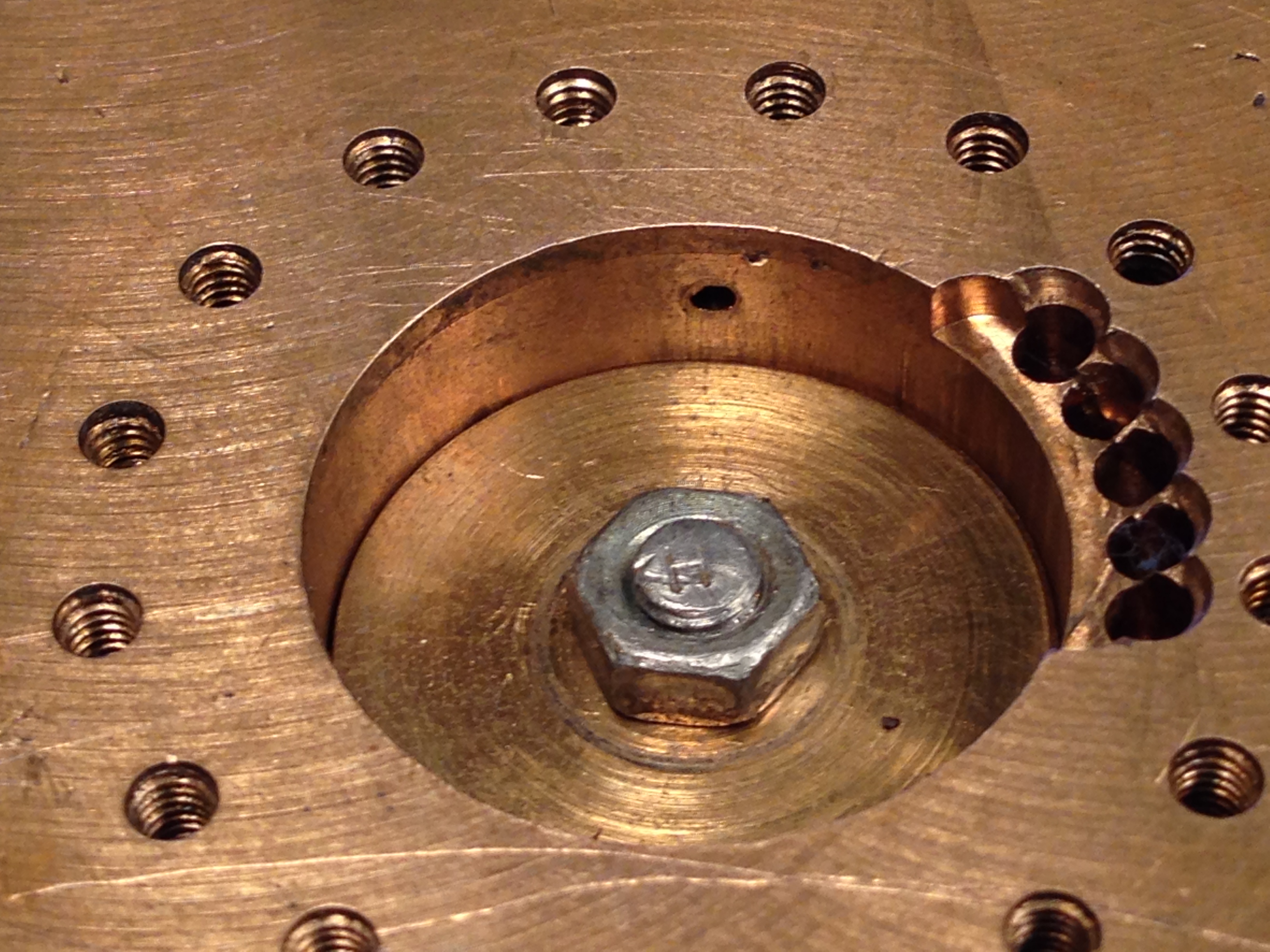
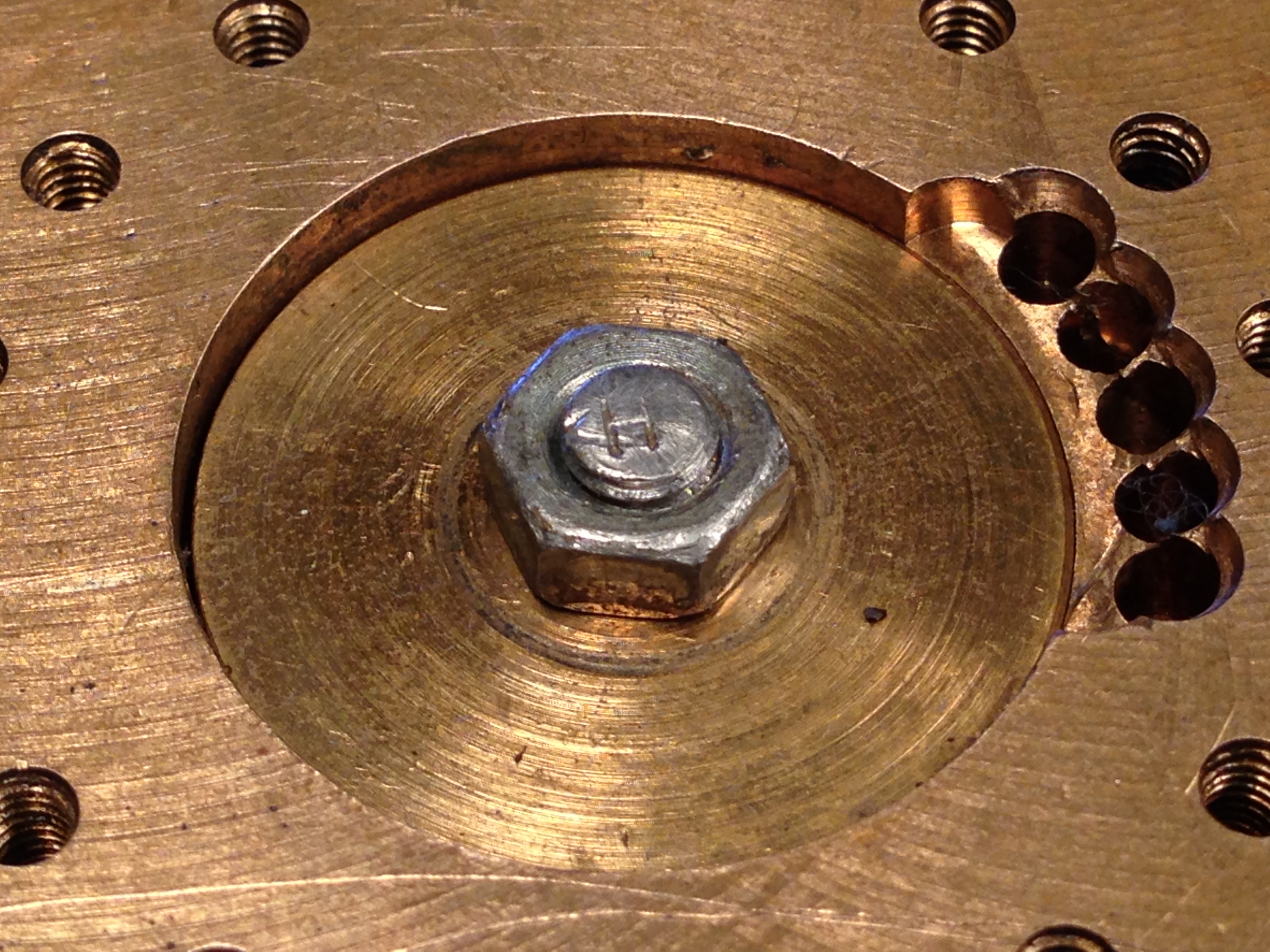
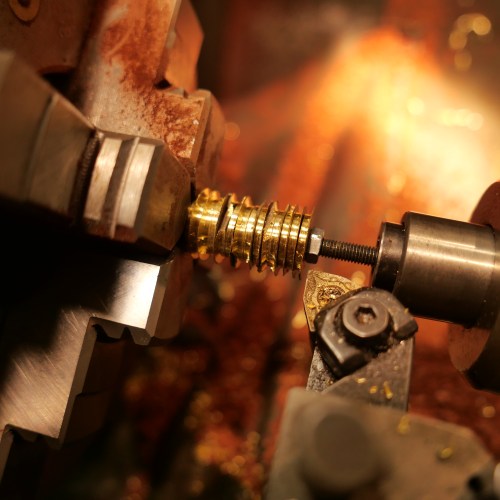
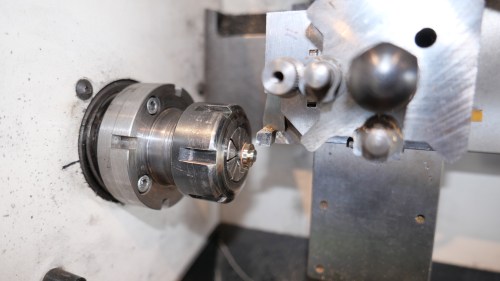
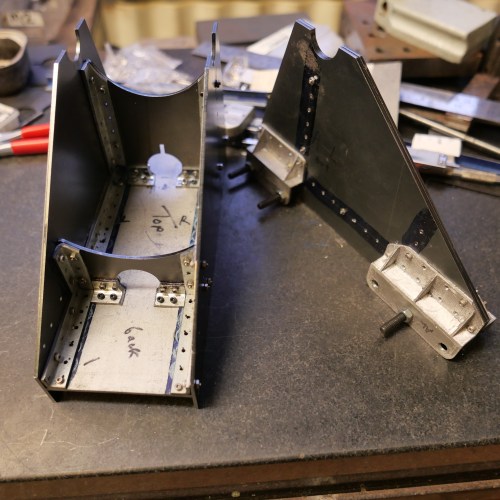
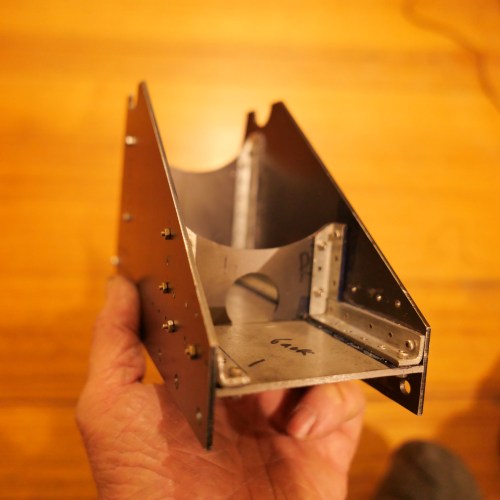
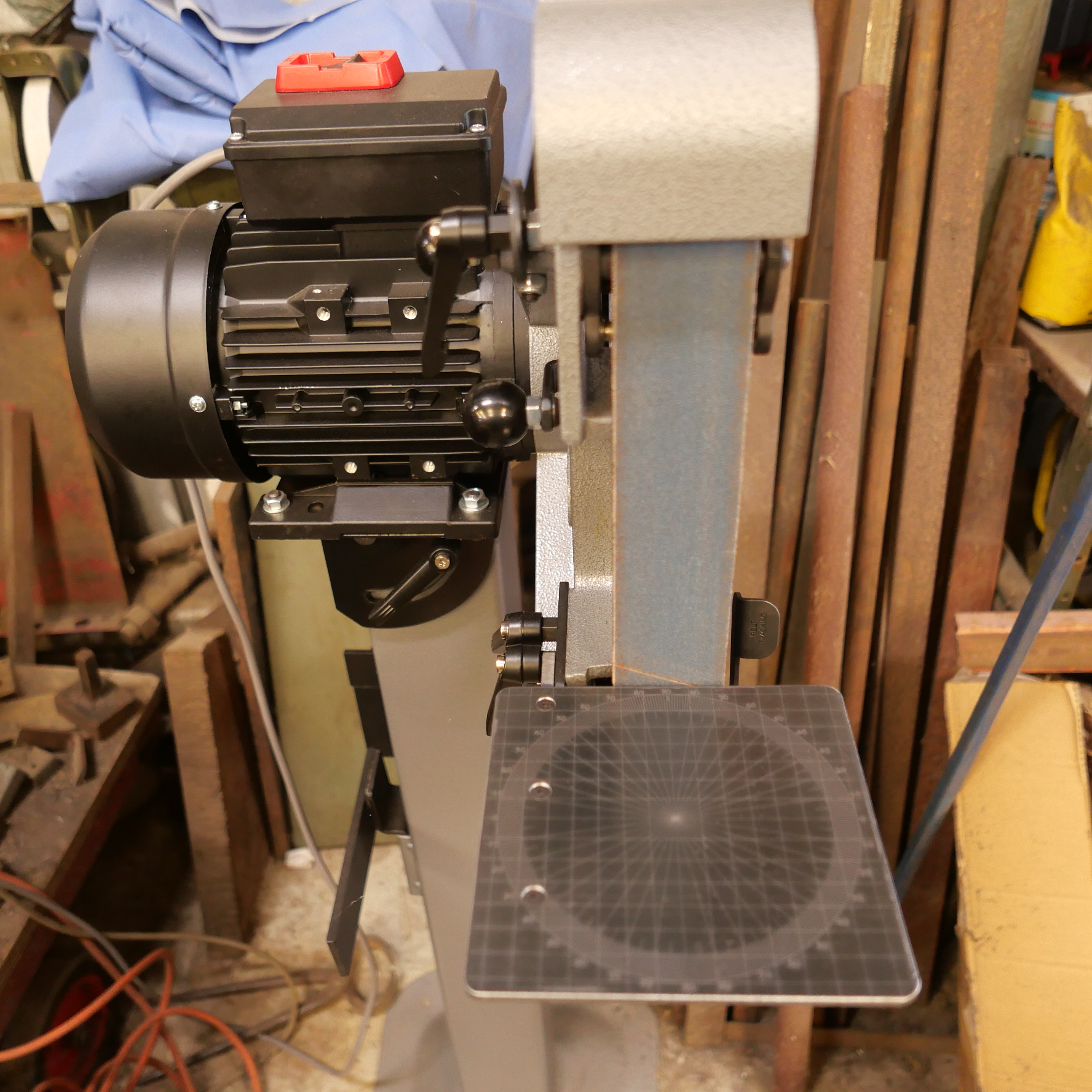
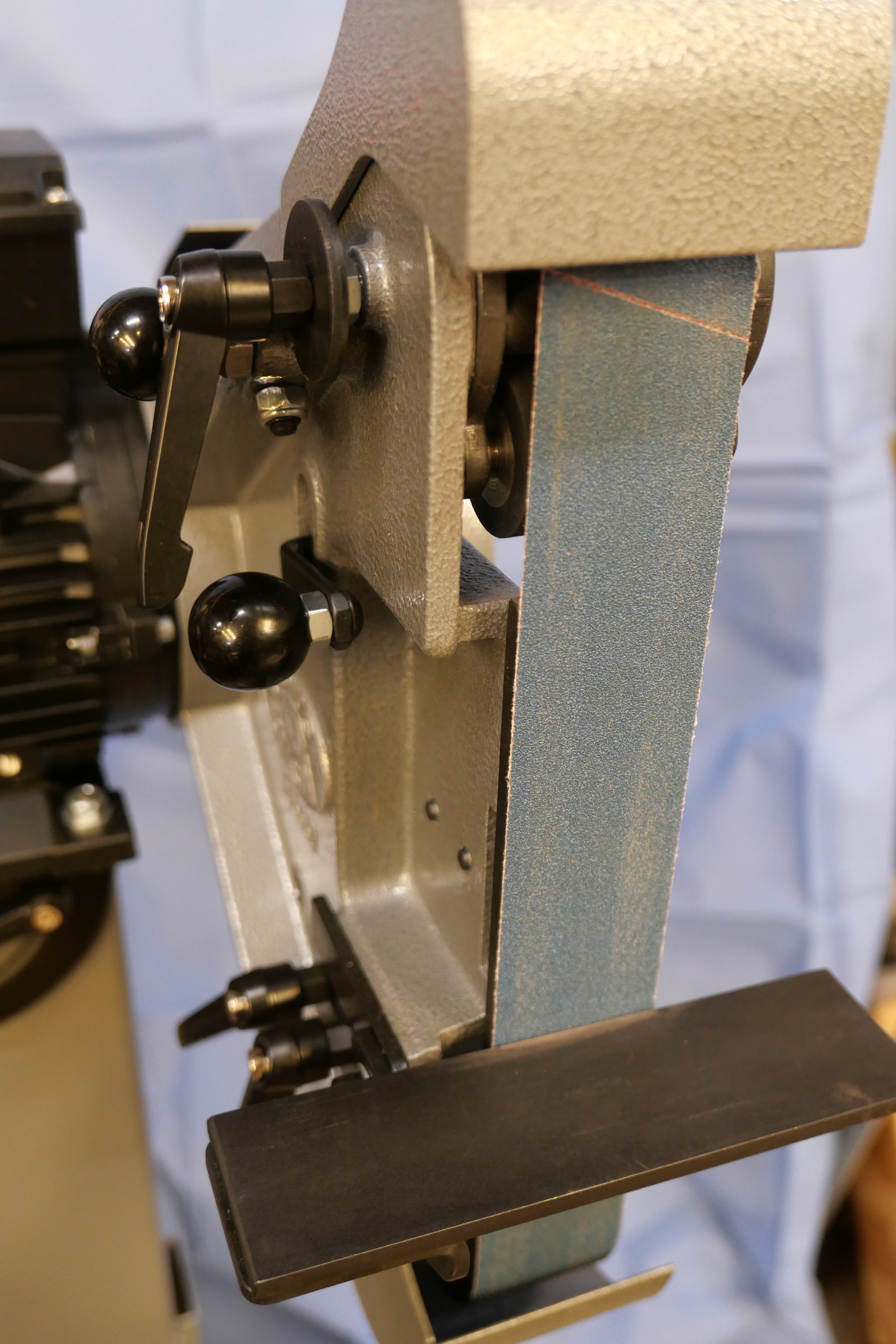
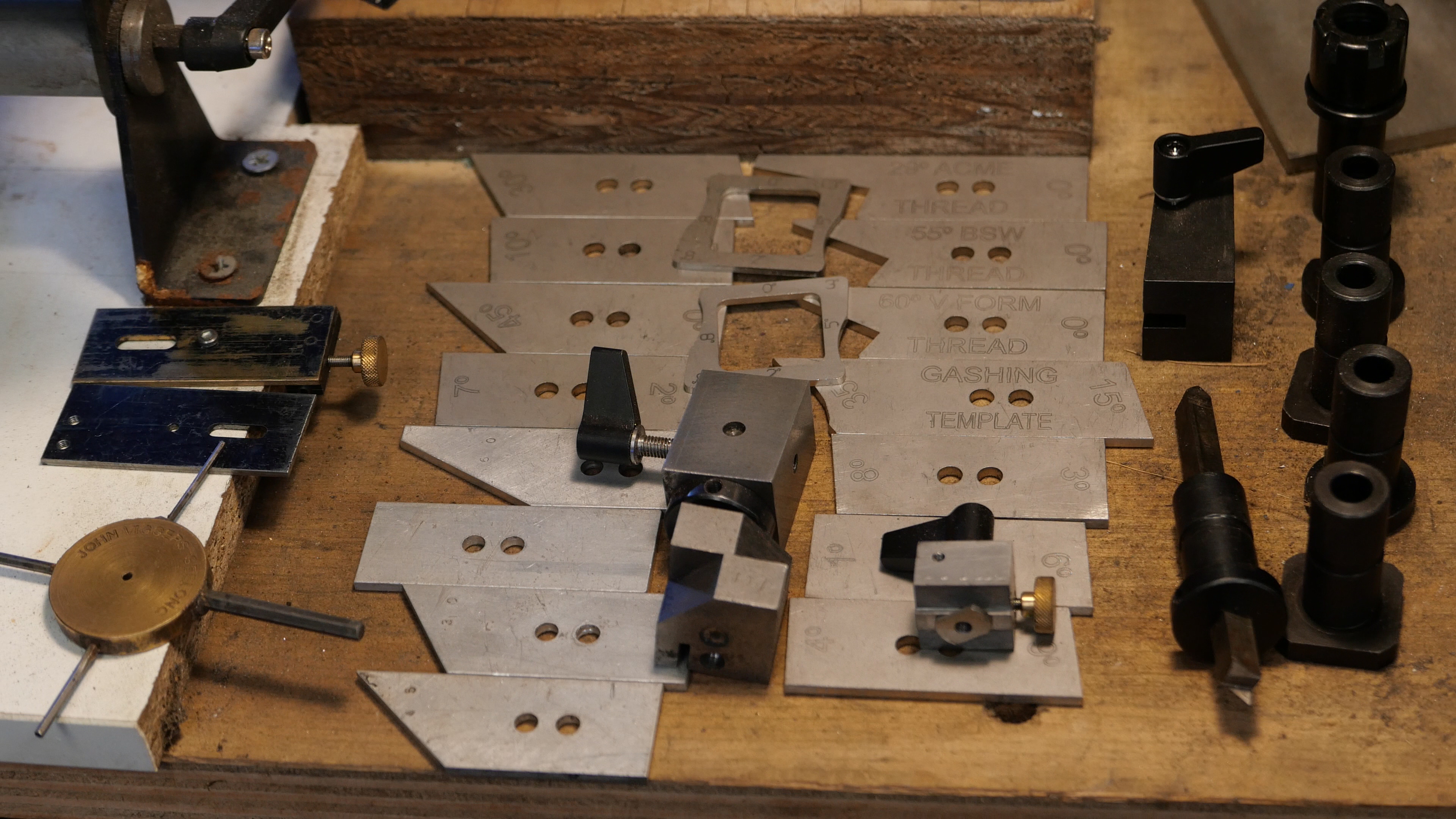
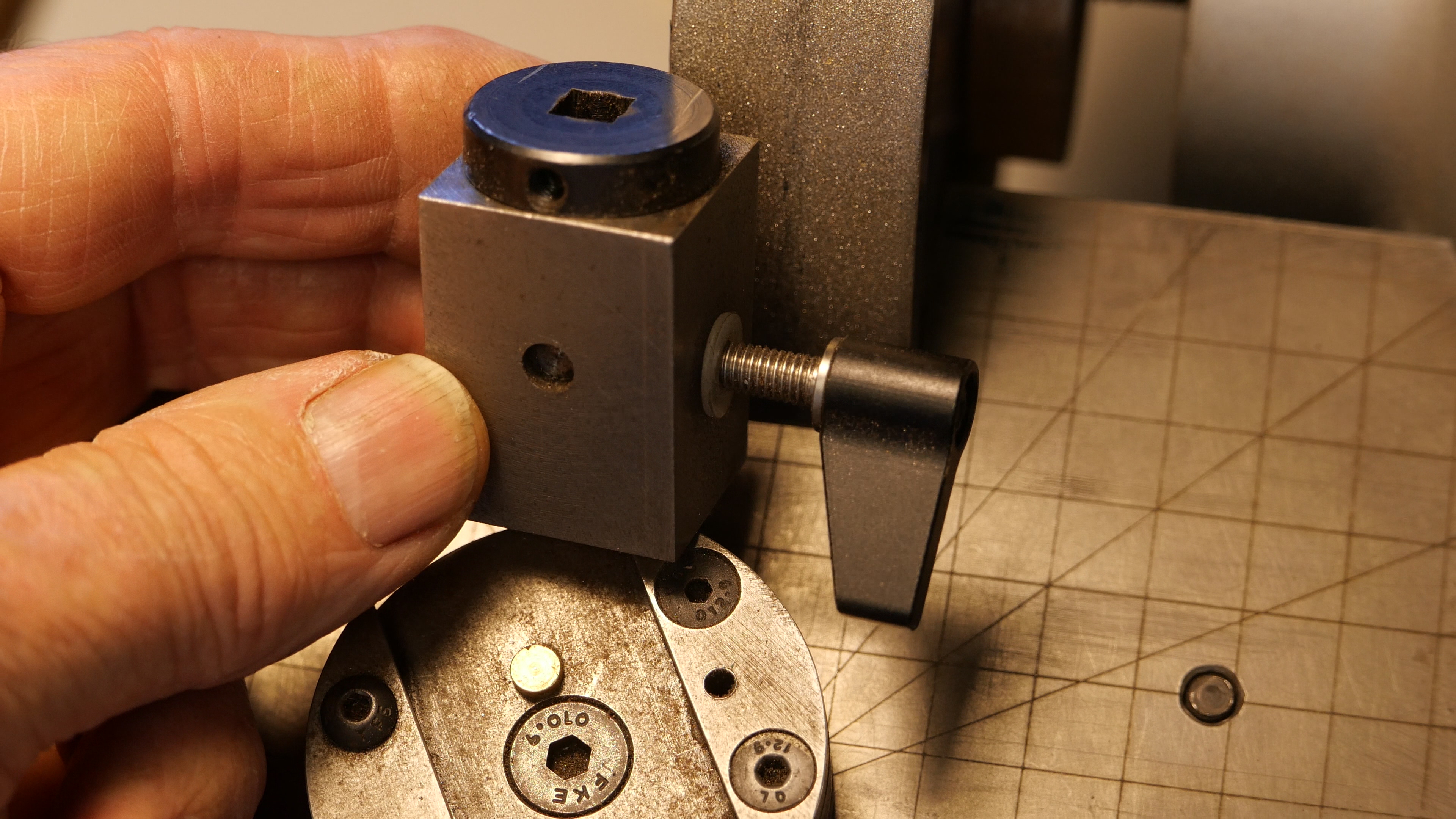
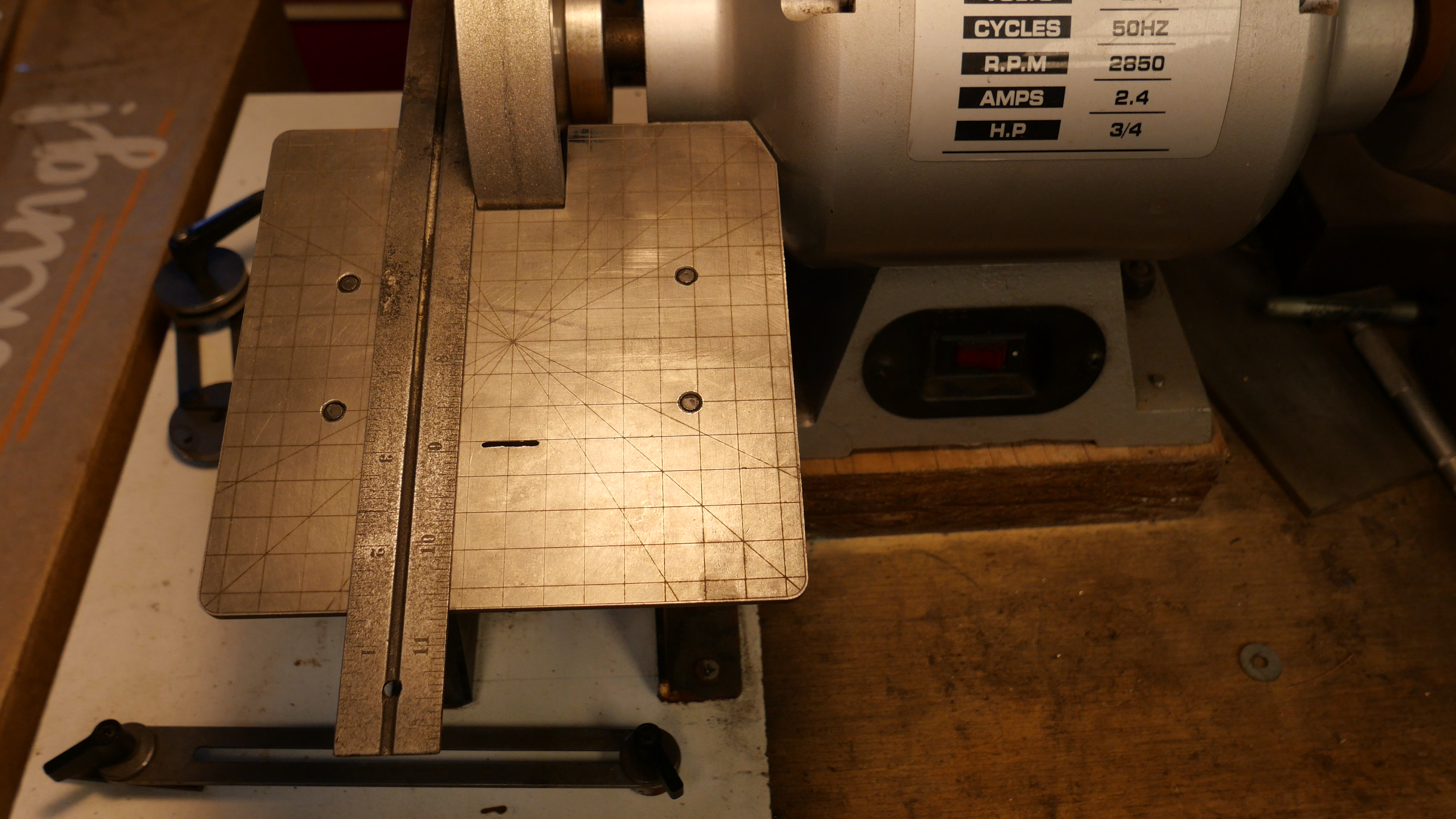
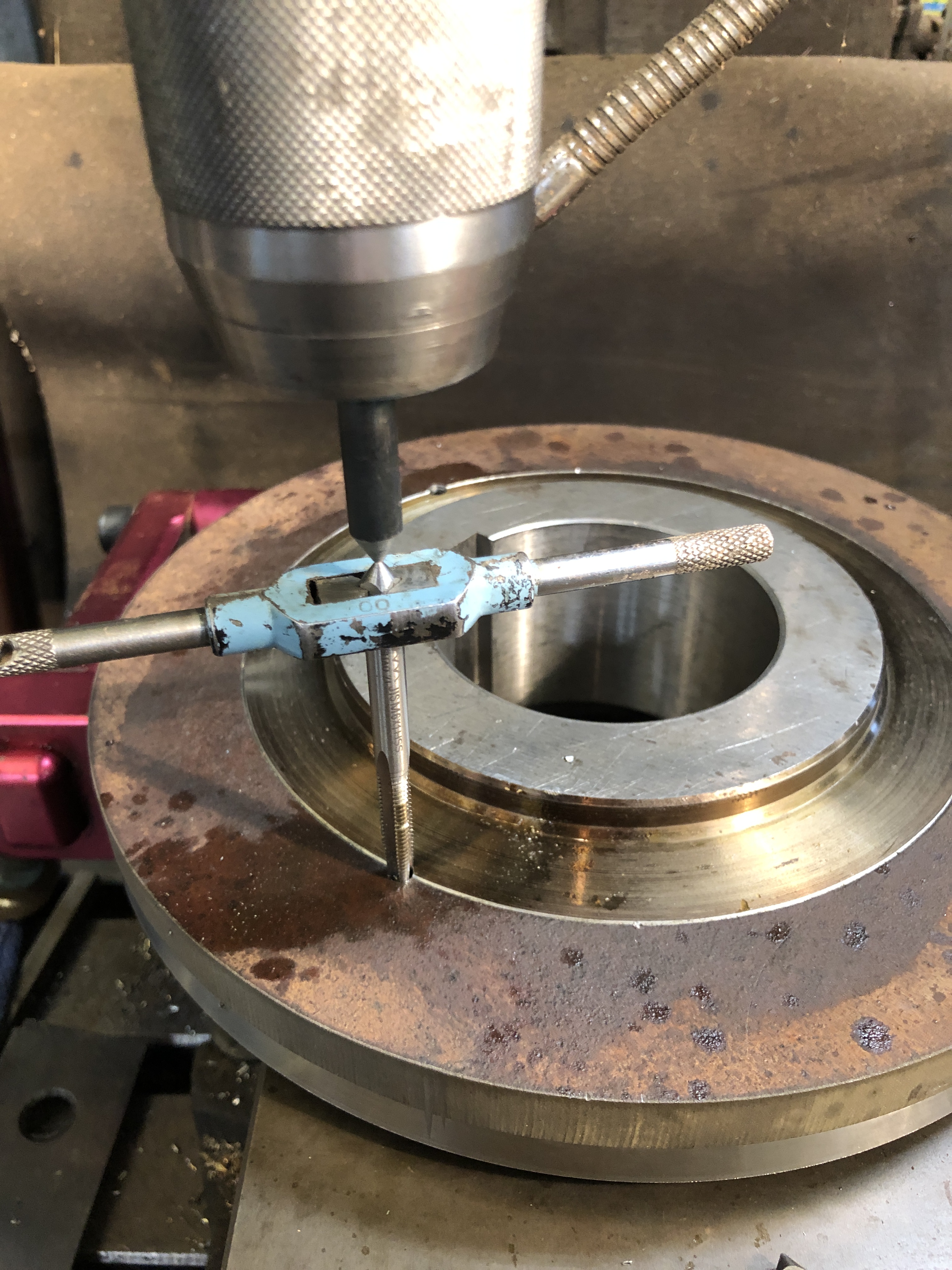
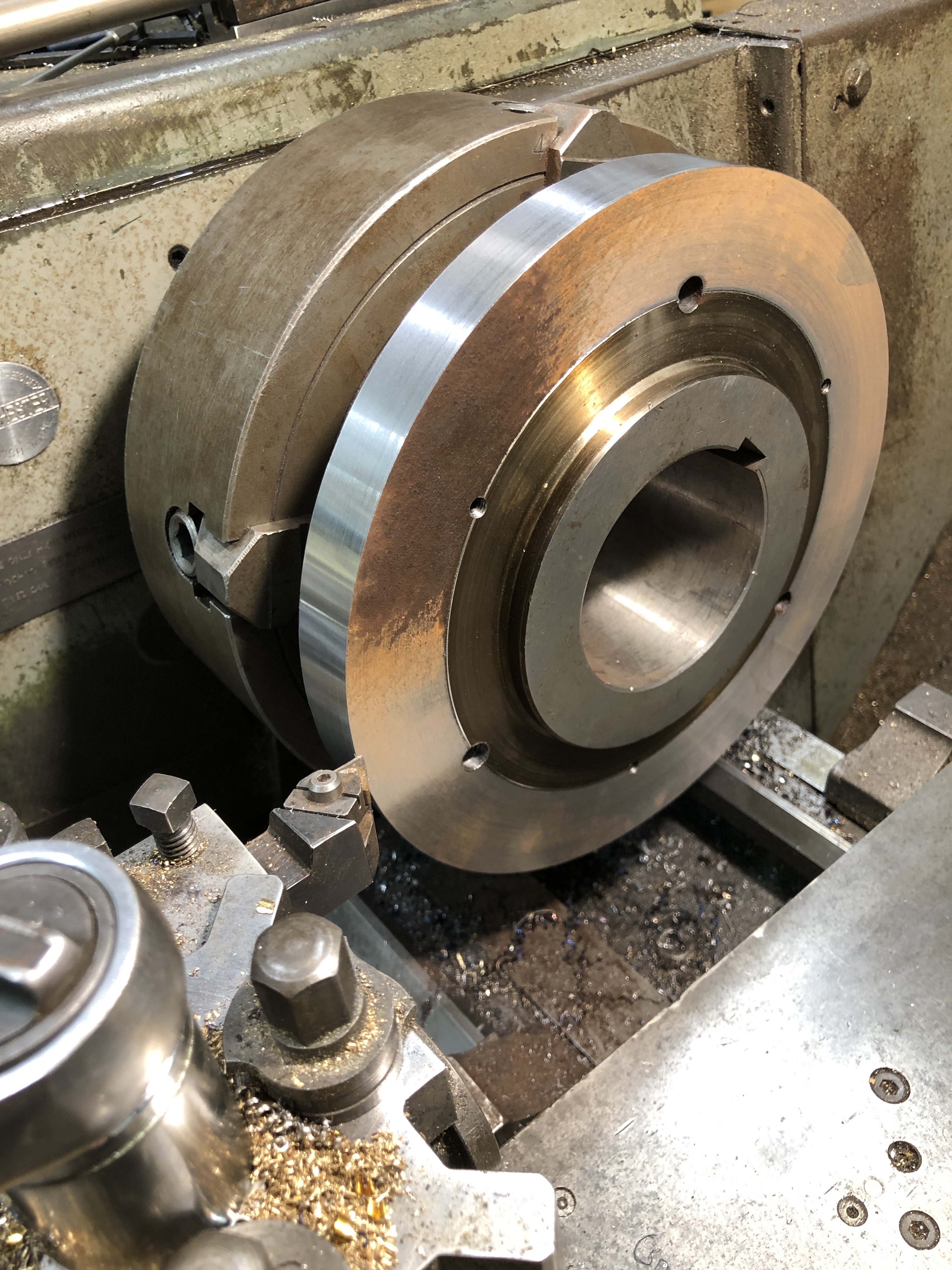
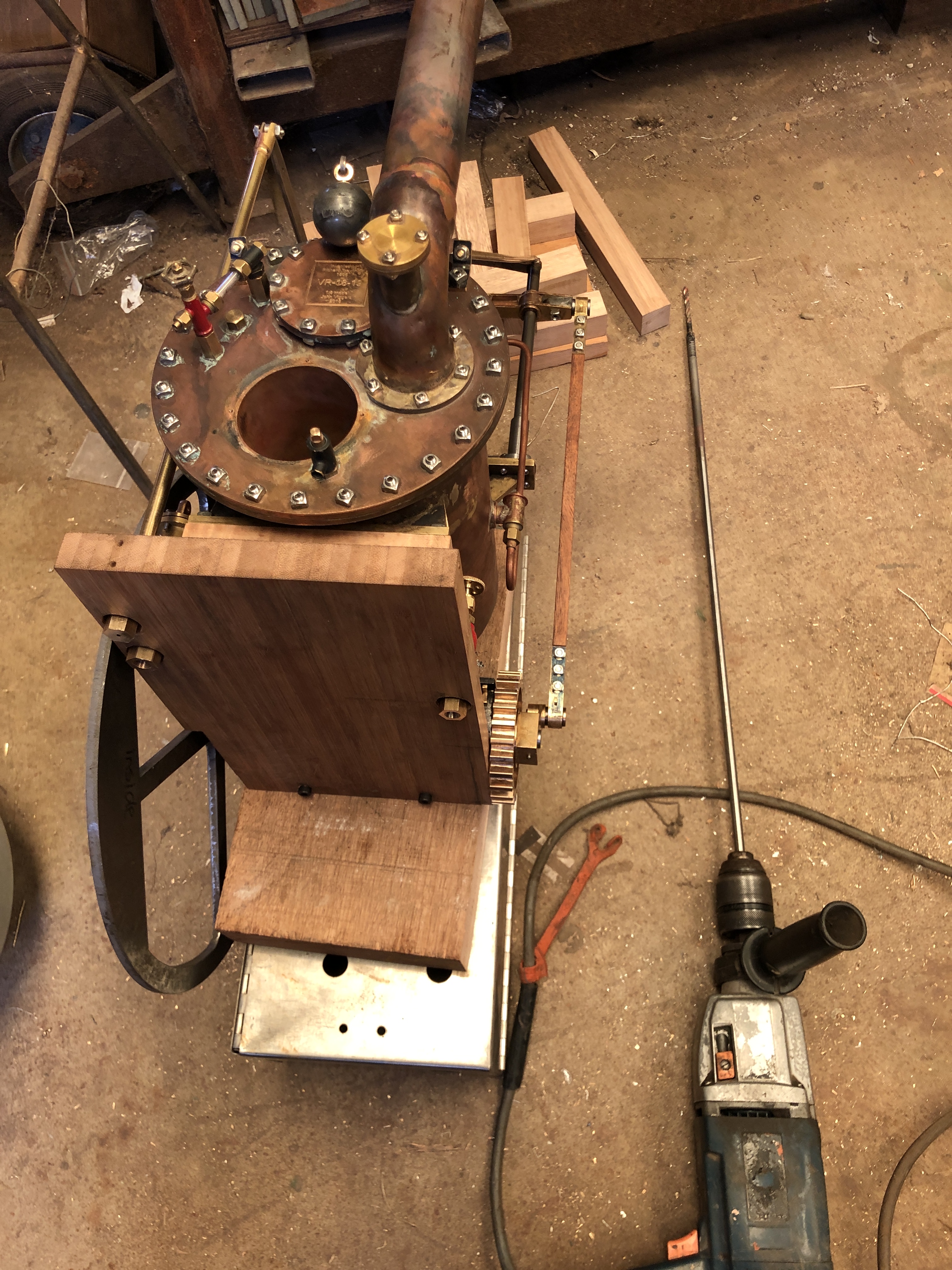
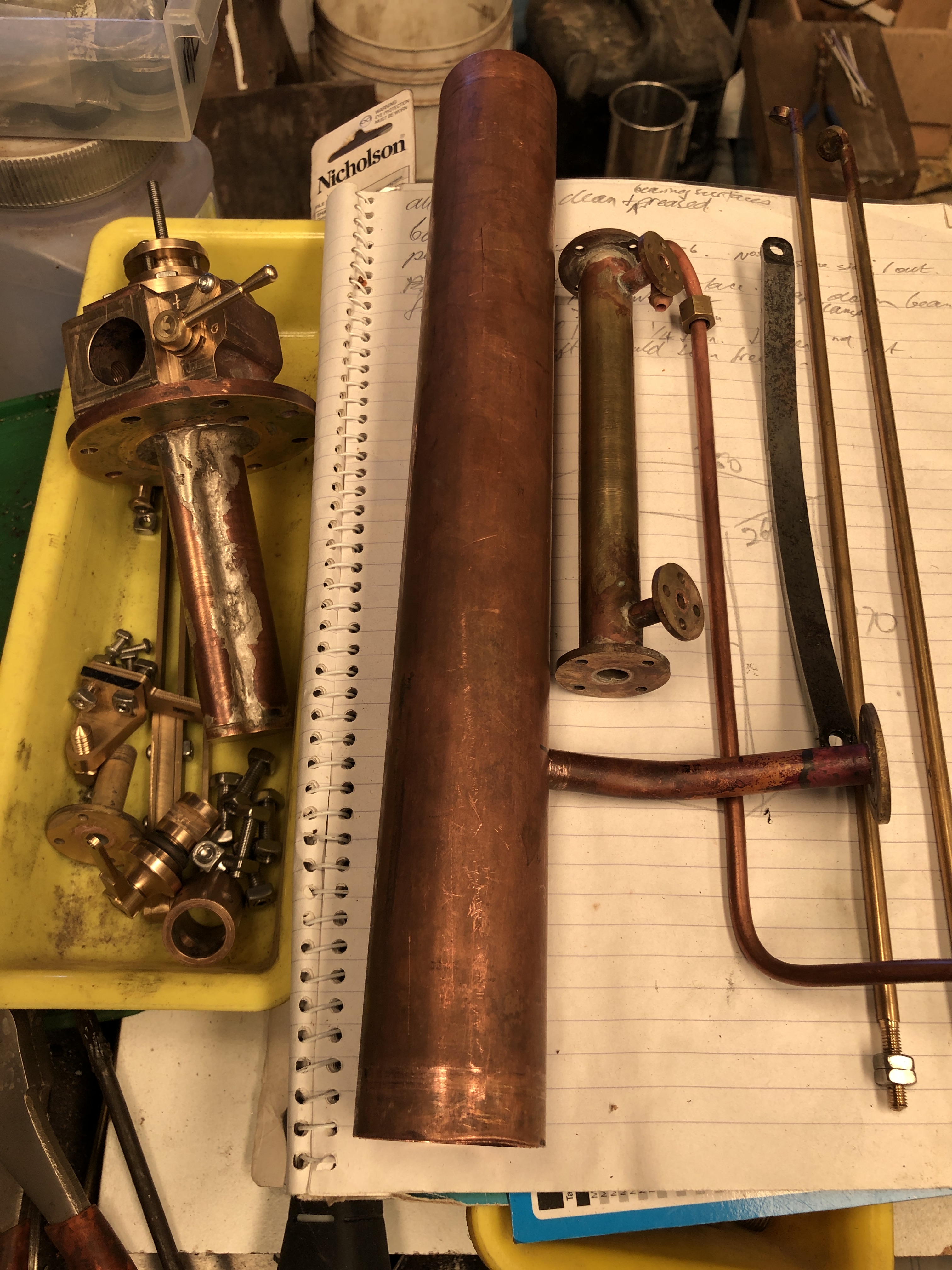
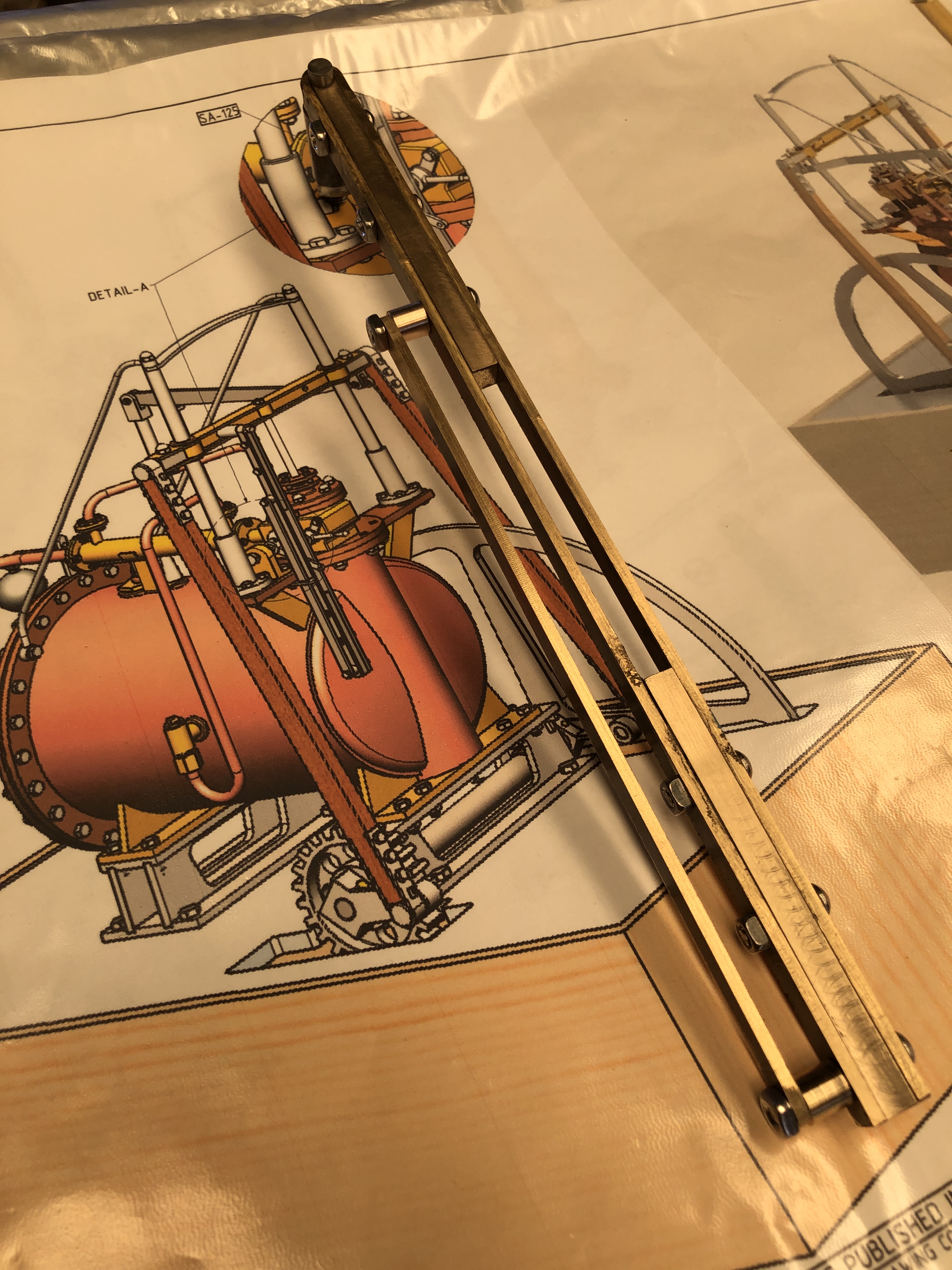
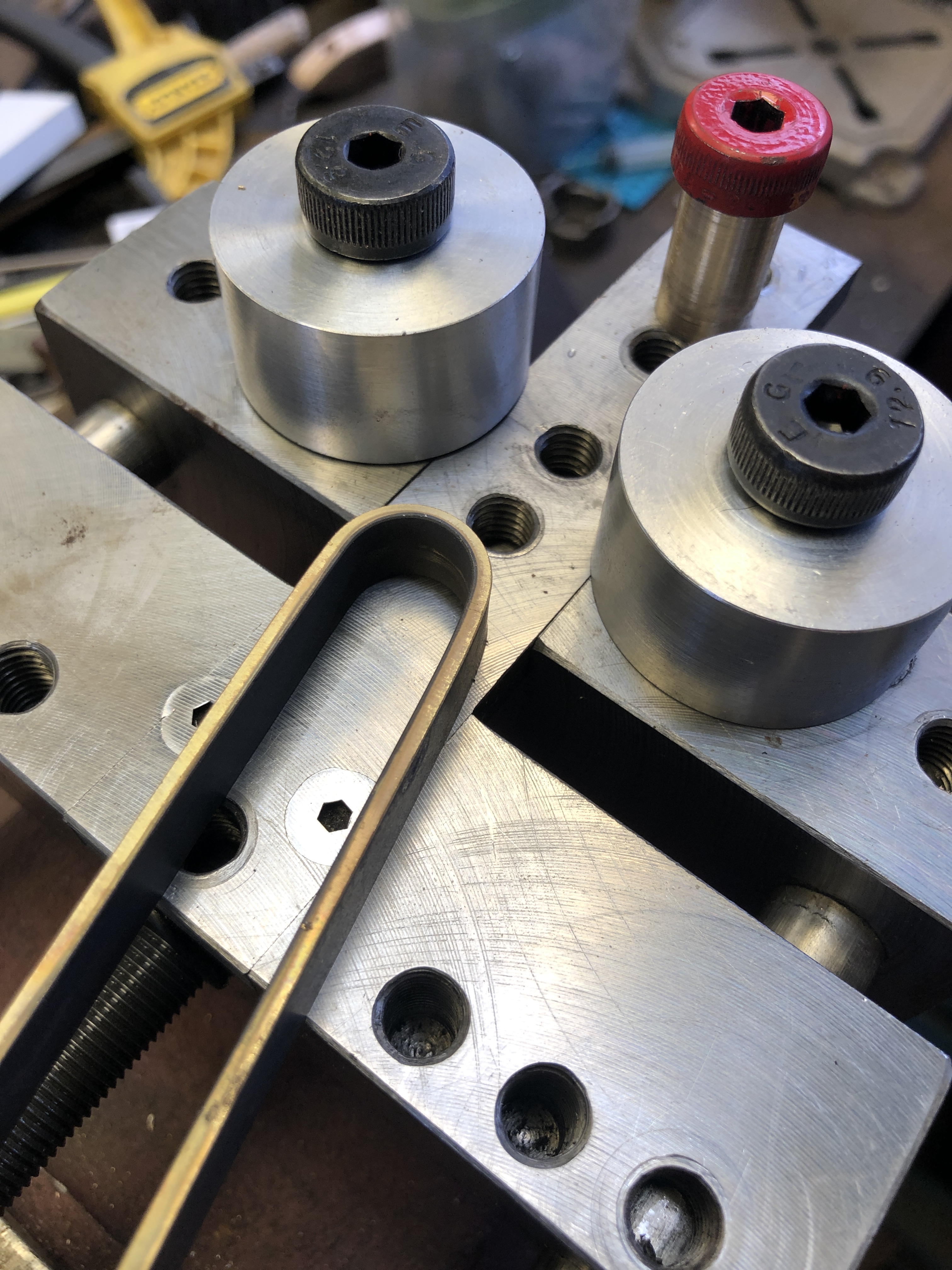
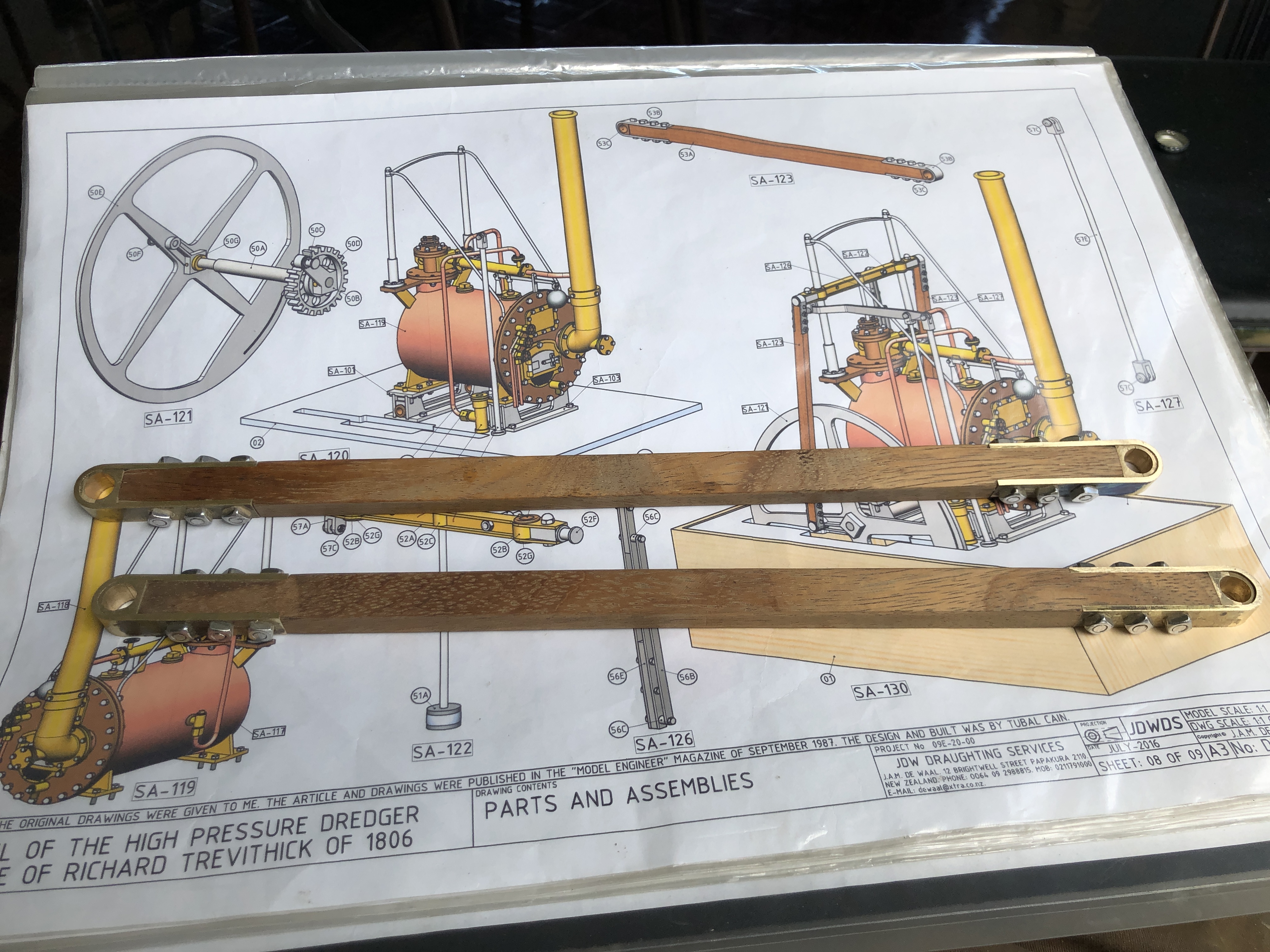
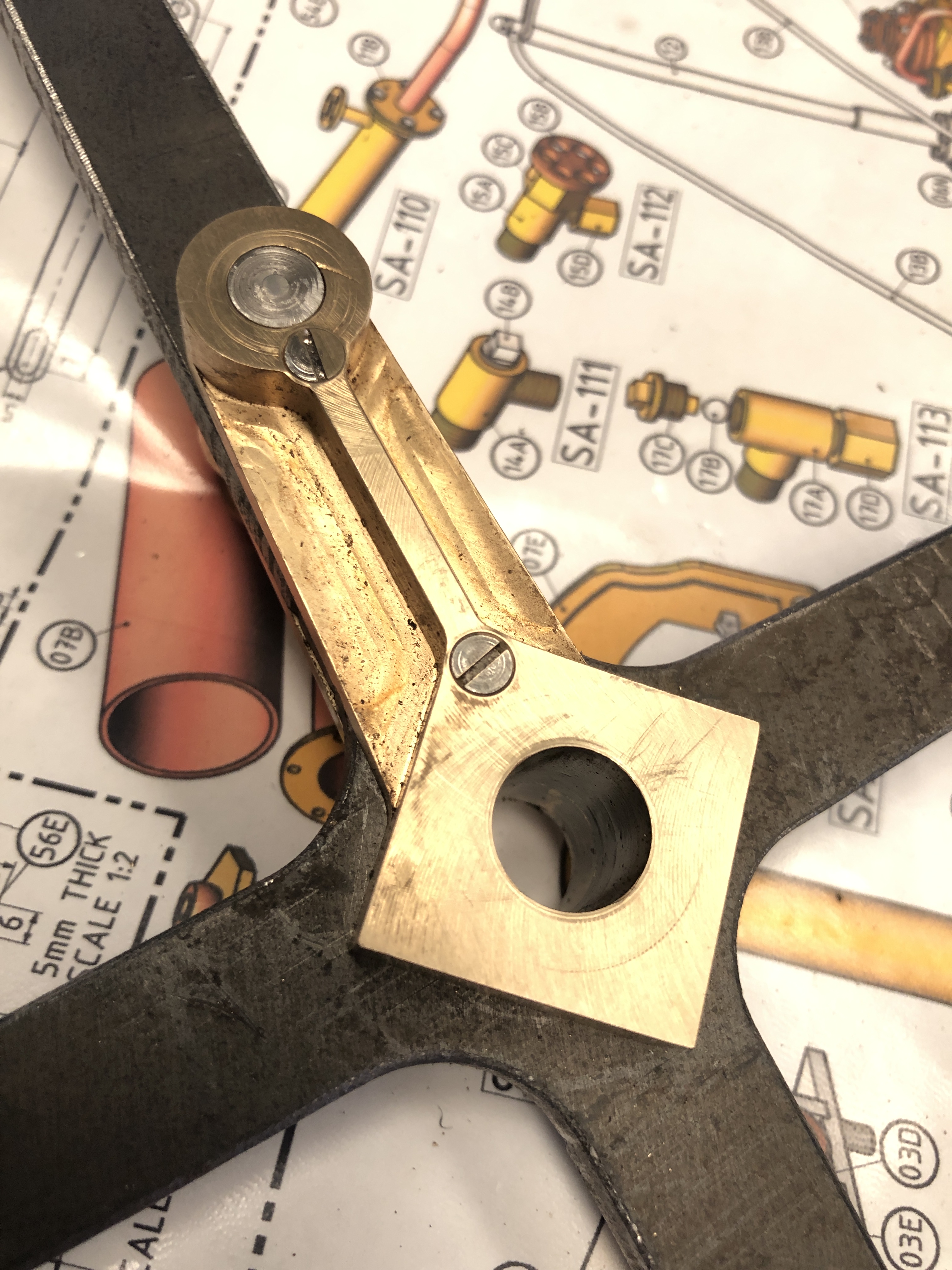
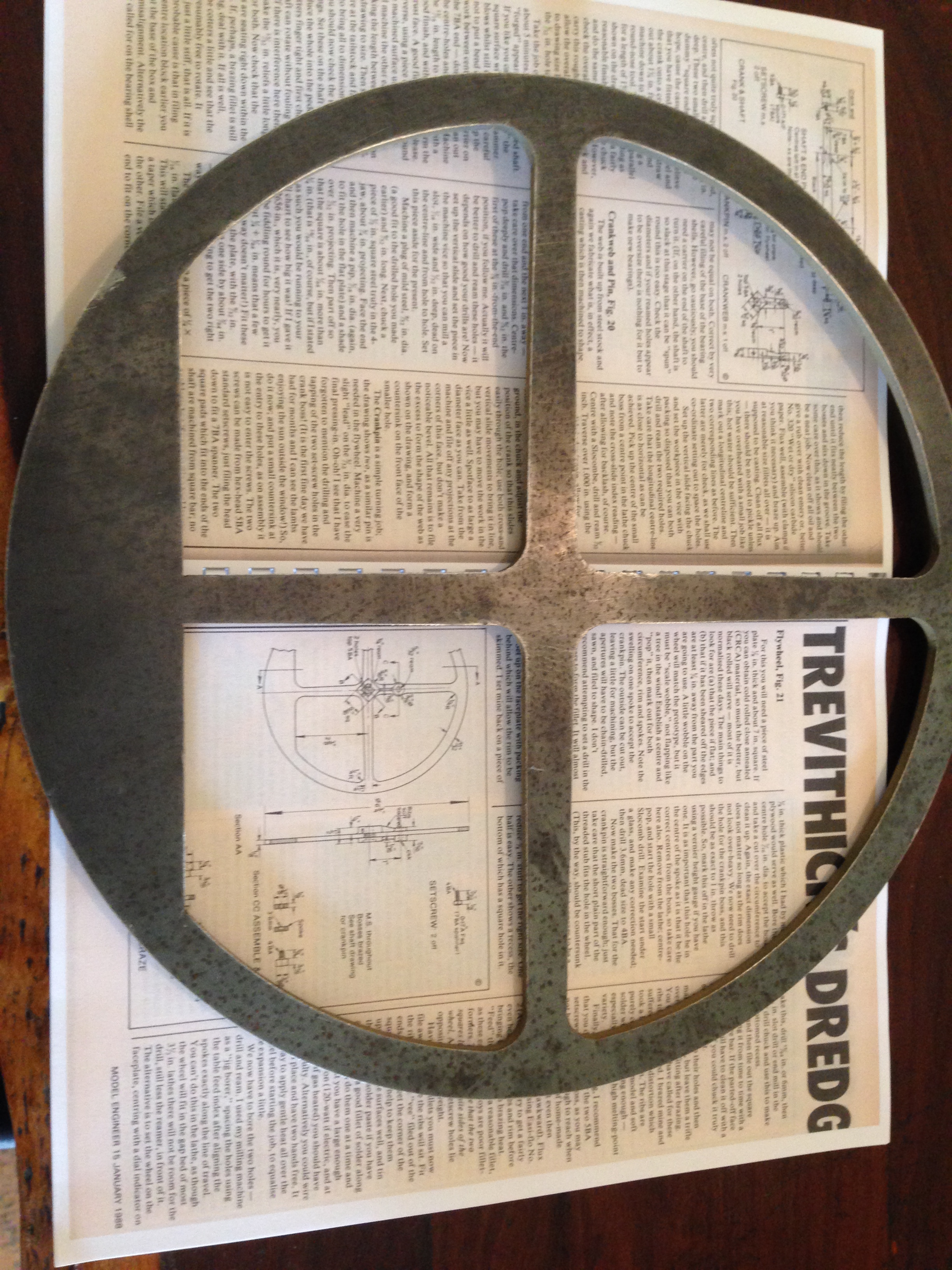
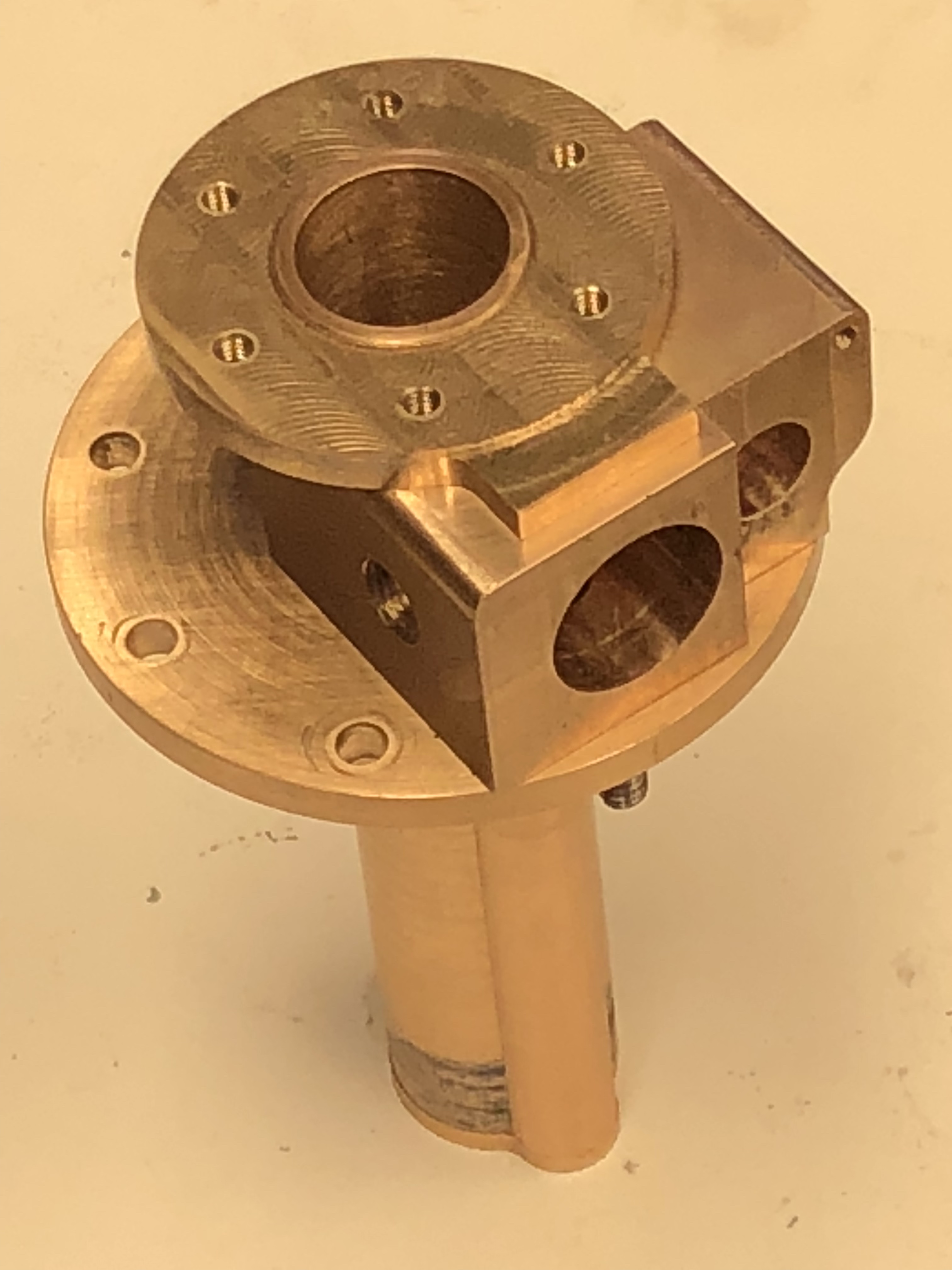
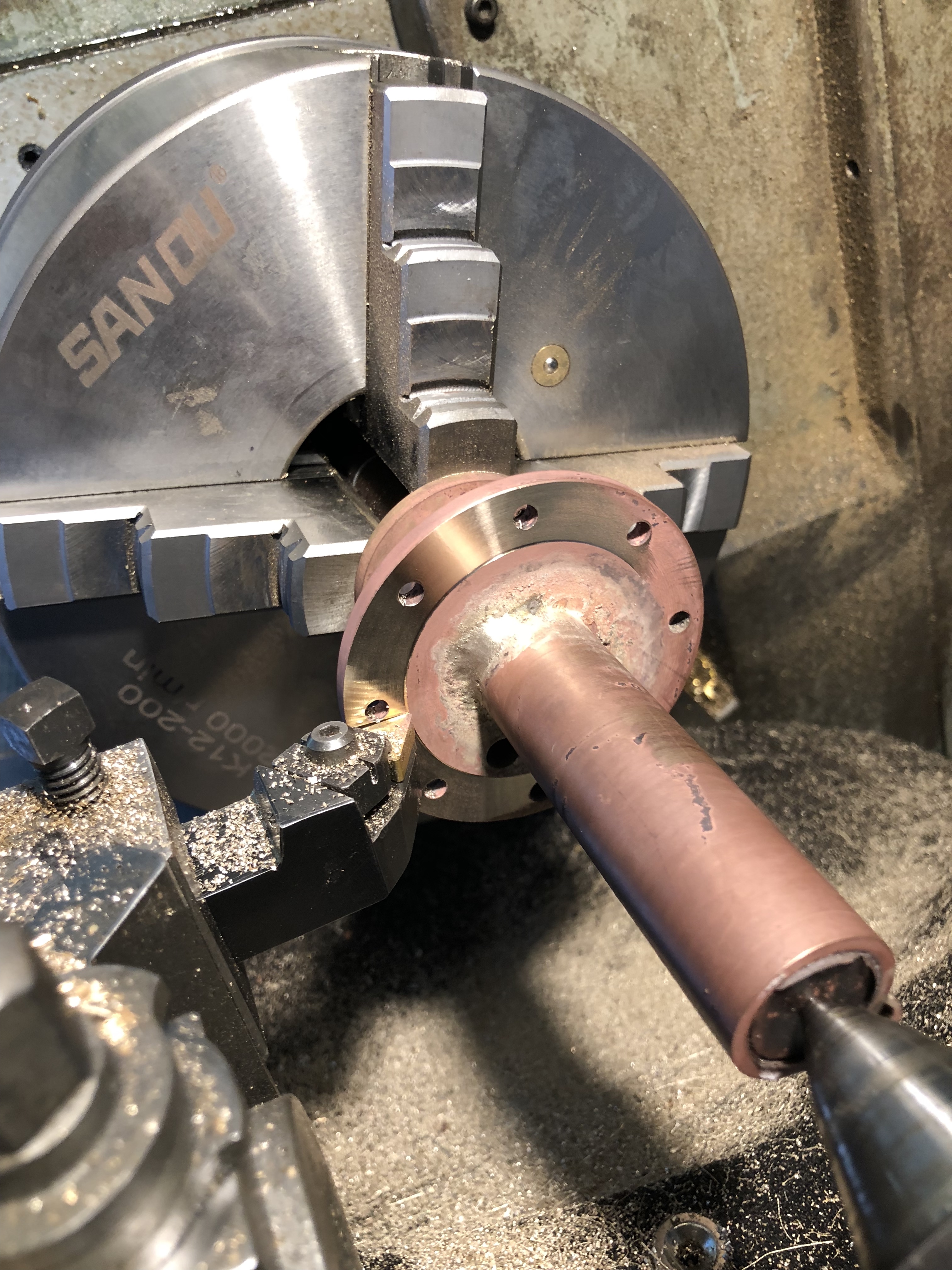
 Tidied the parts with a file and belt sander.
Tidied the parts with a file and belt sander.














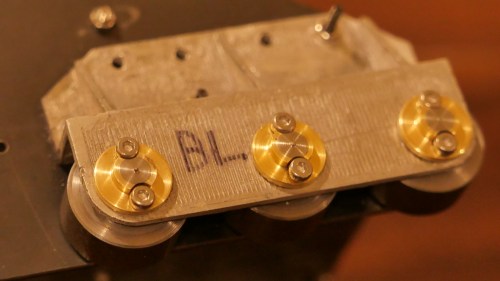













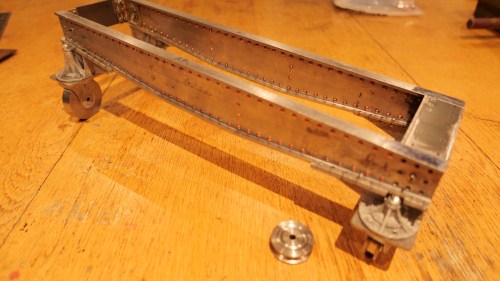
































































































































































































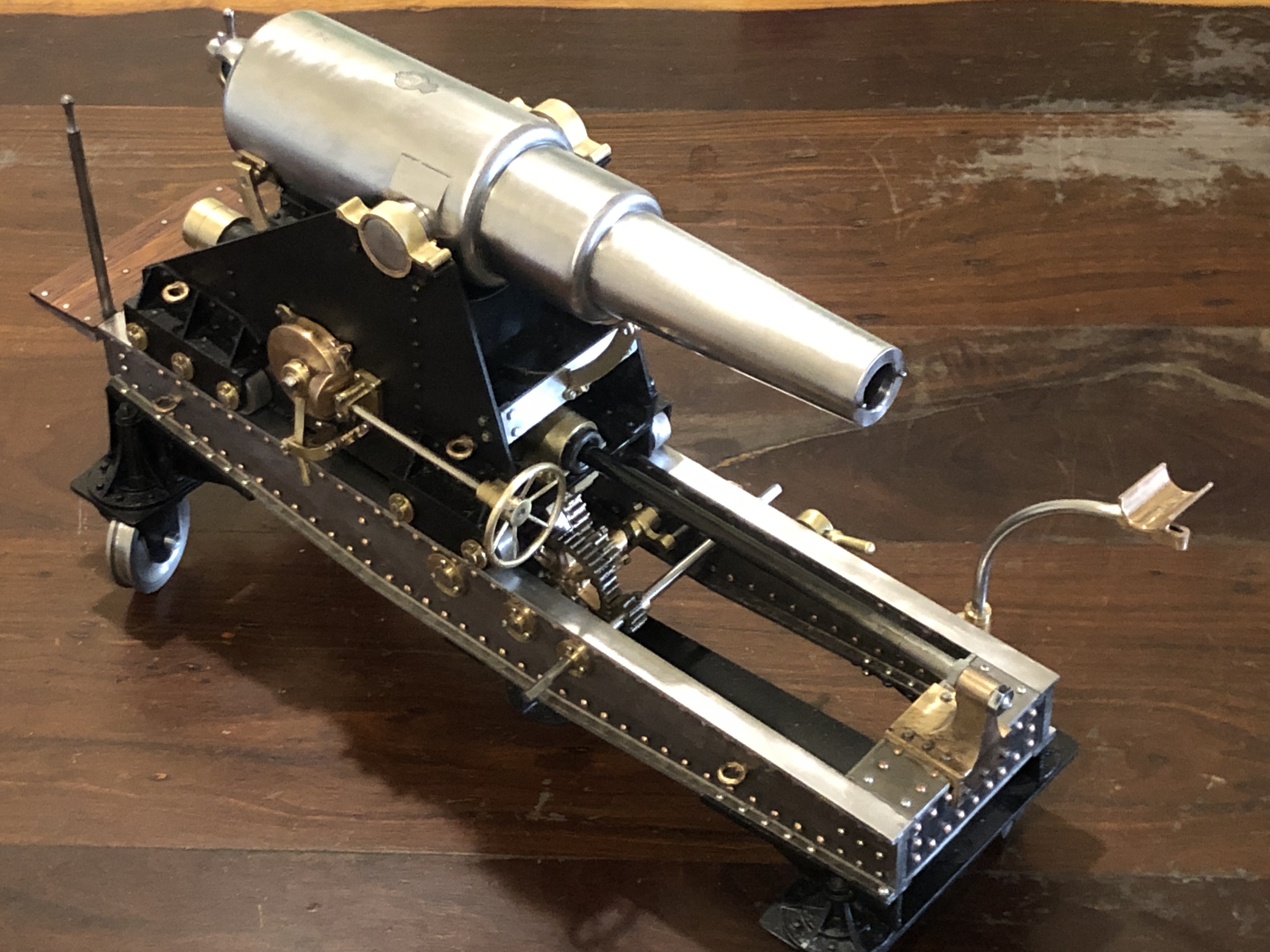














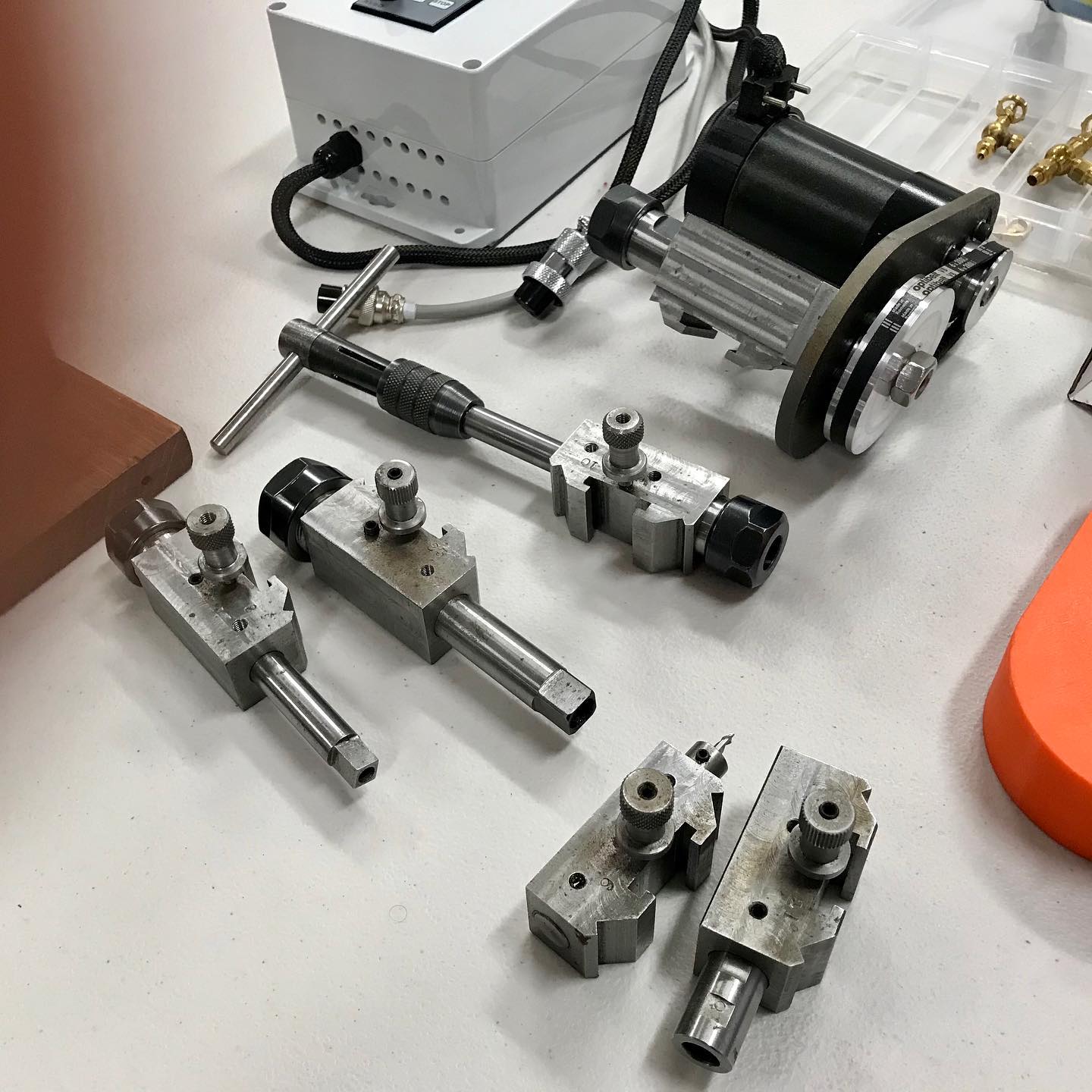























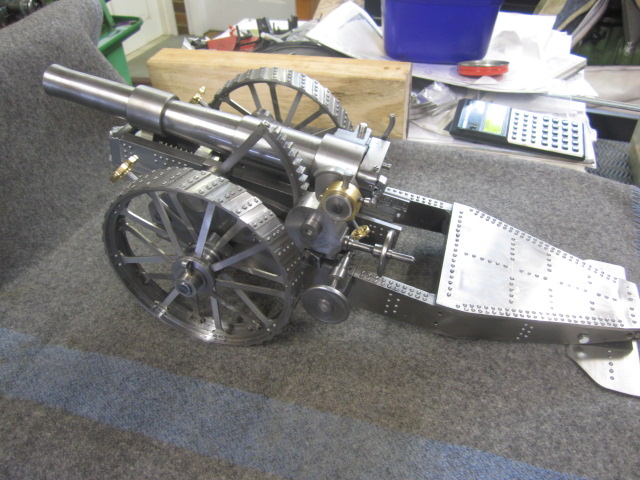

































































































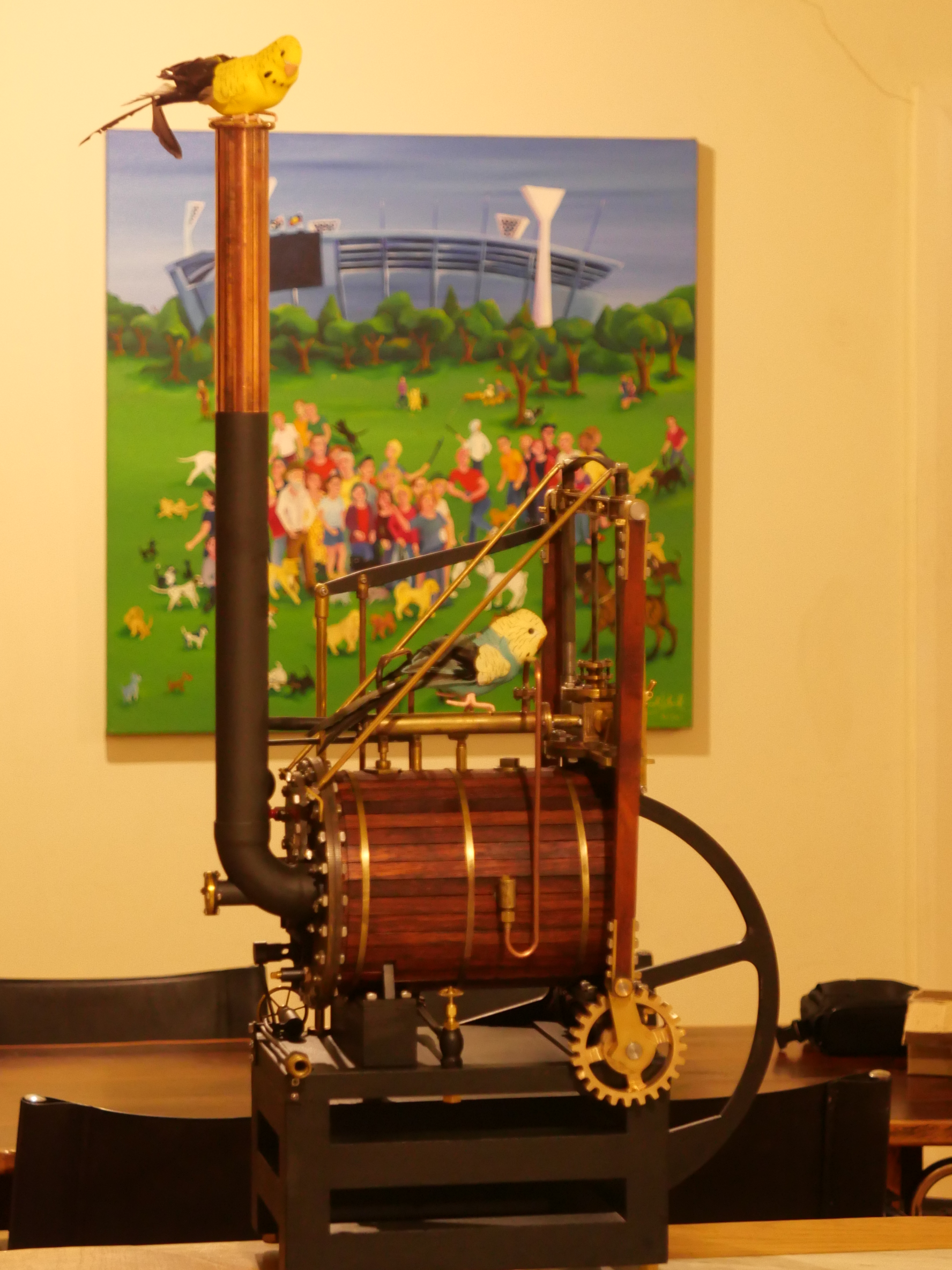



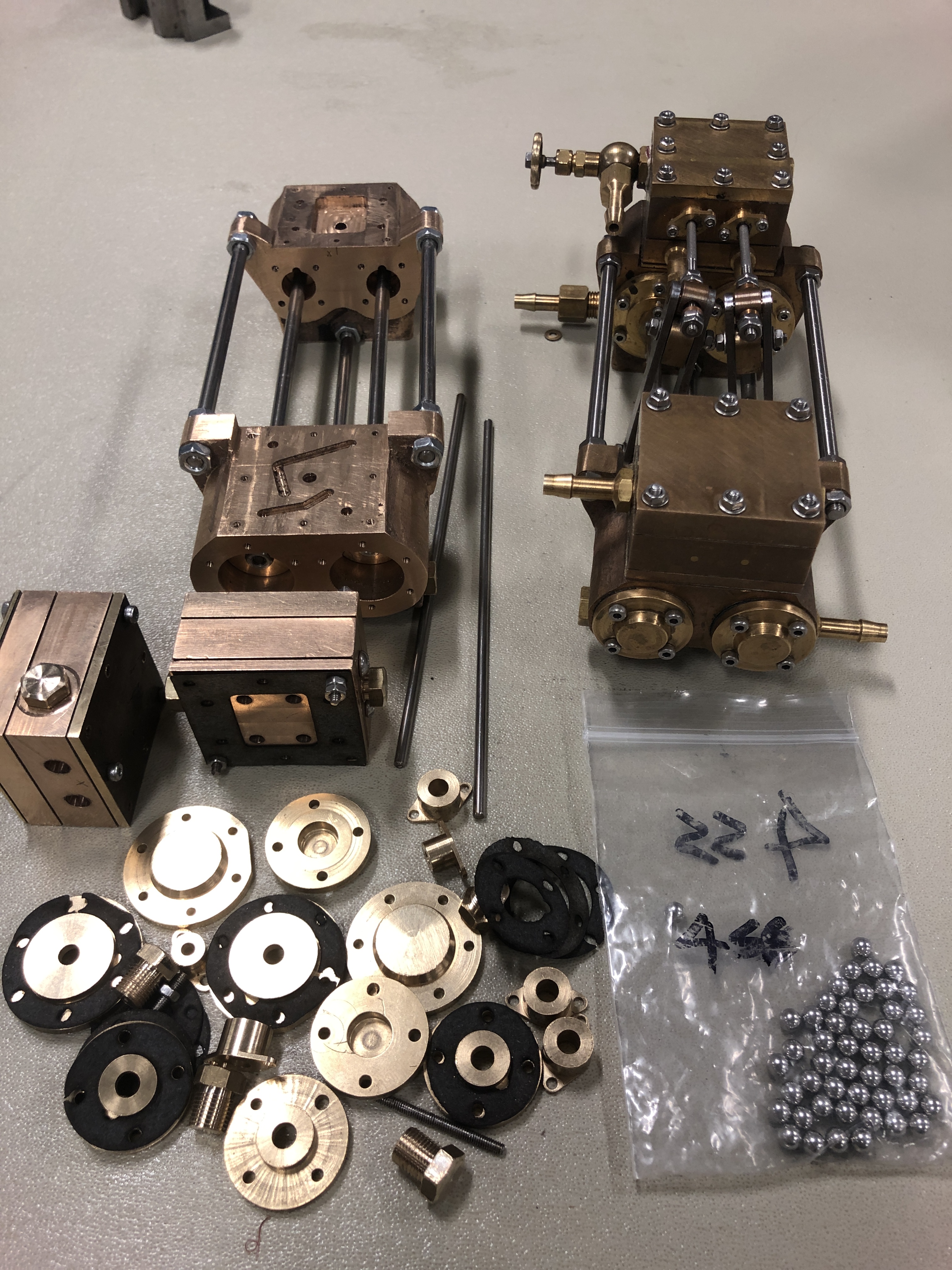




















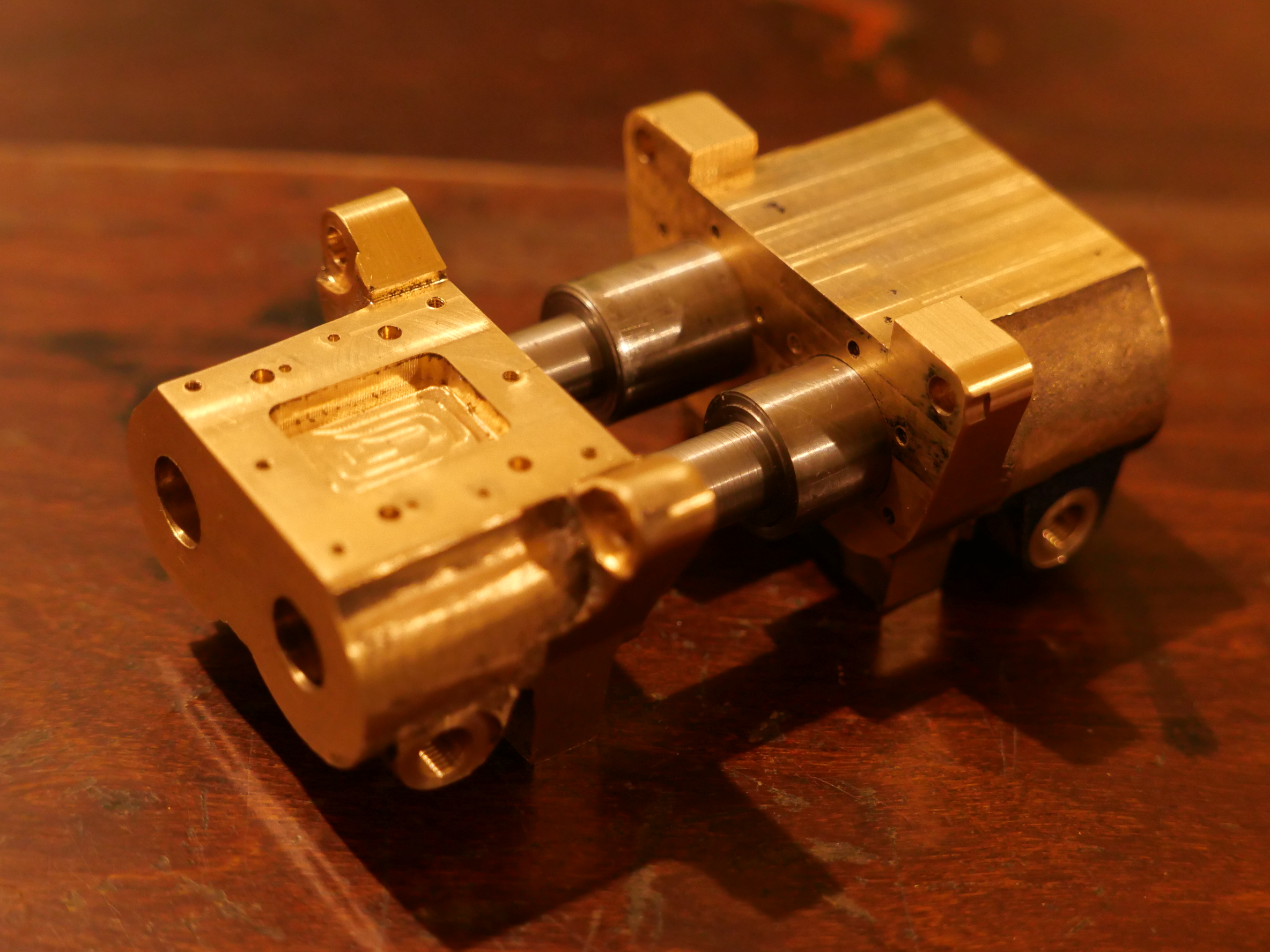













































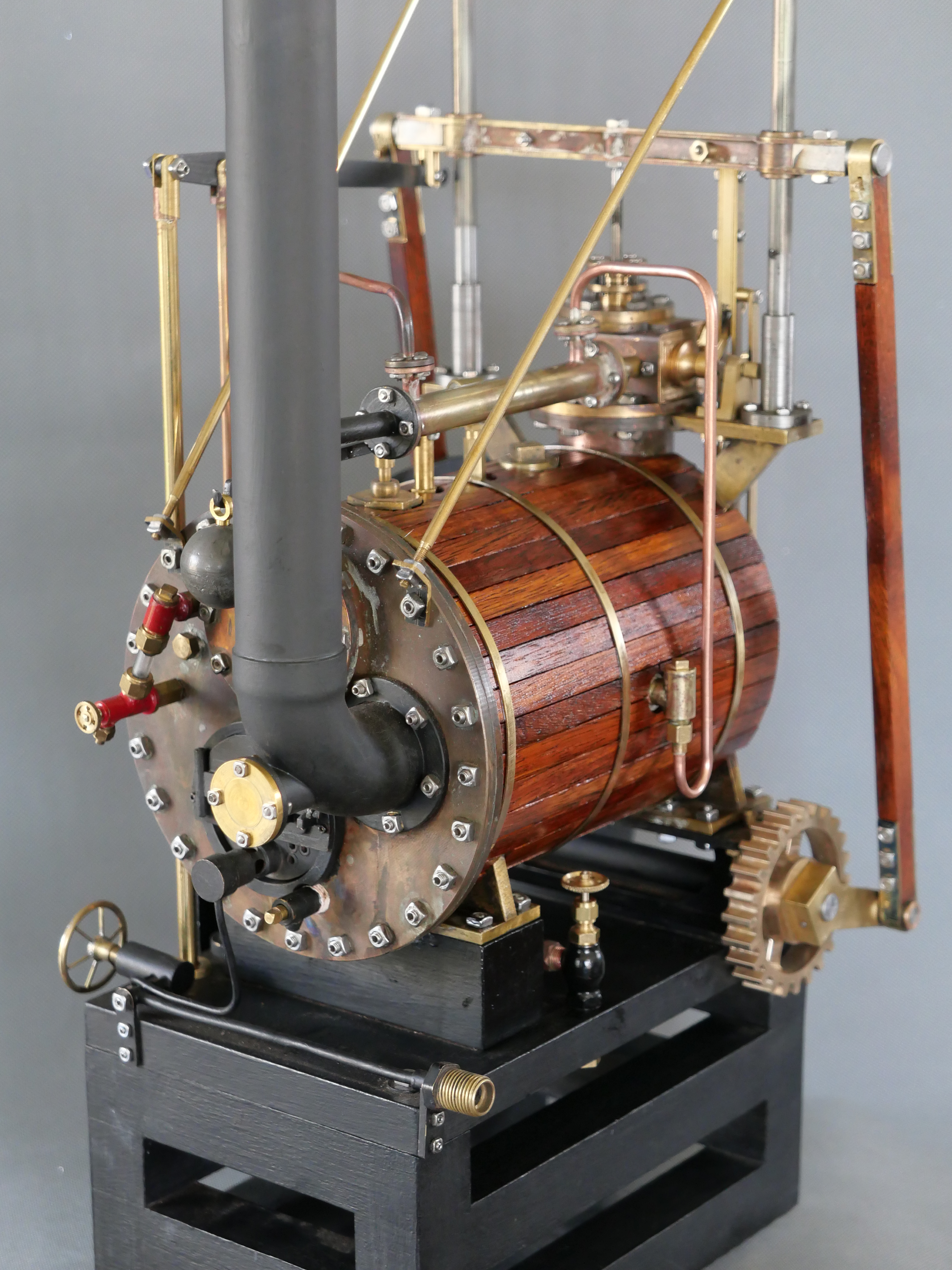







































































































































































































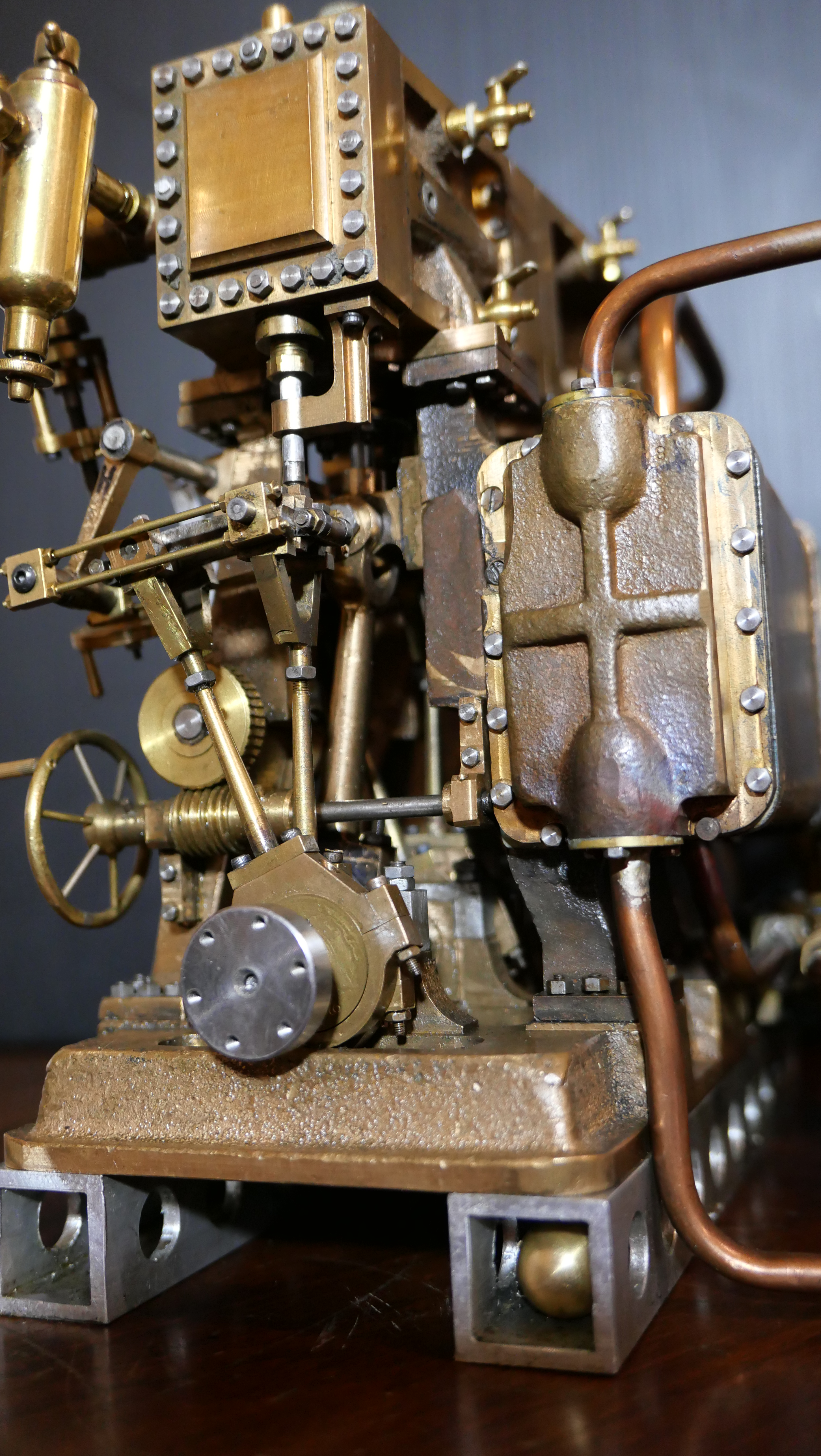











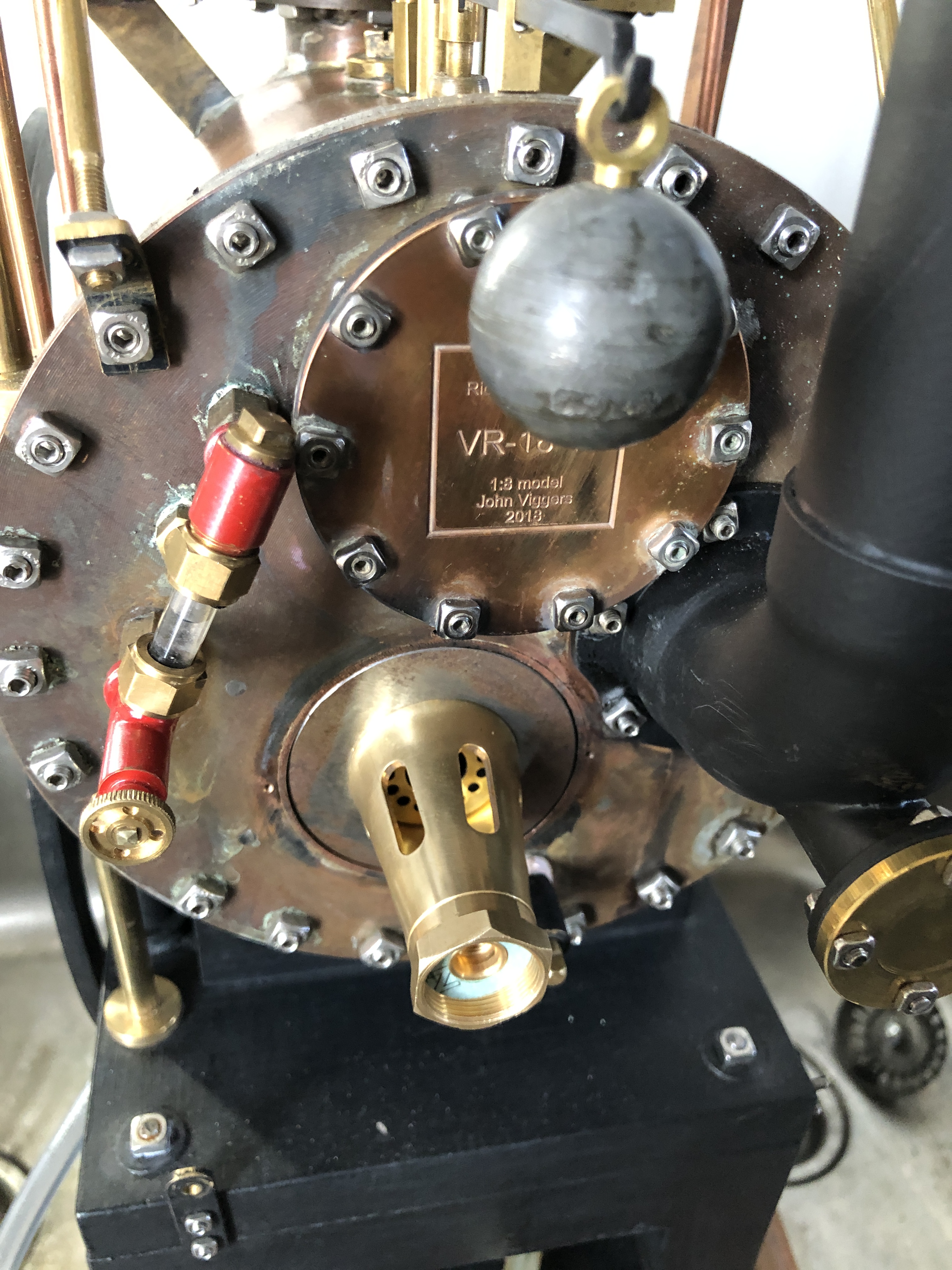





















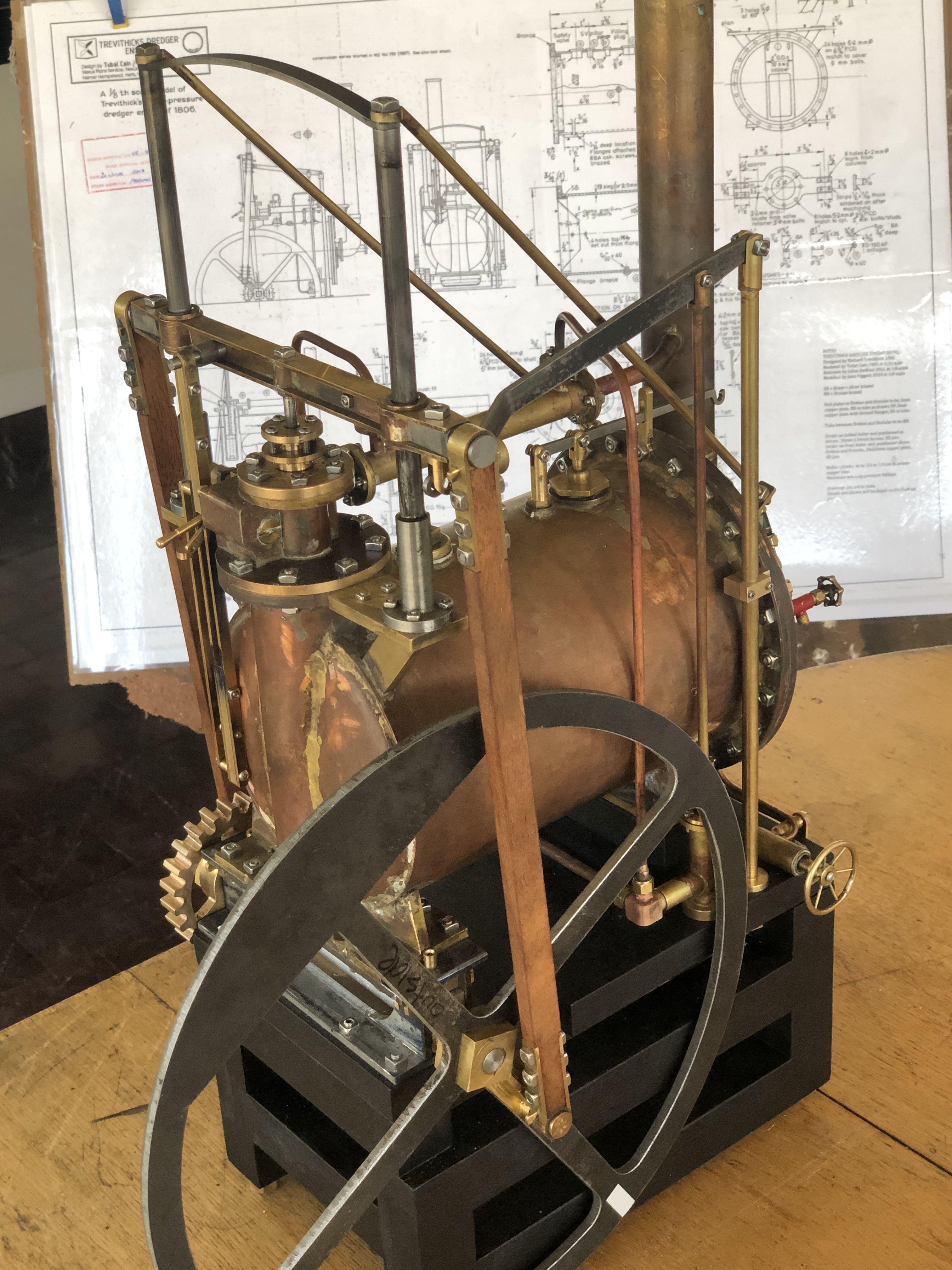
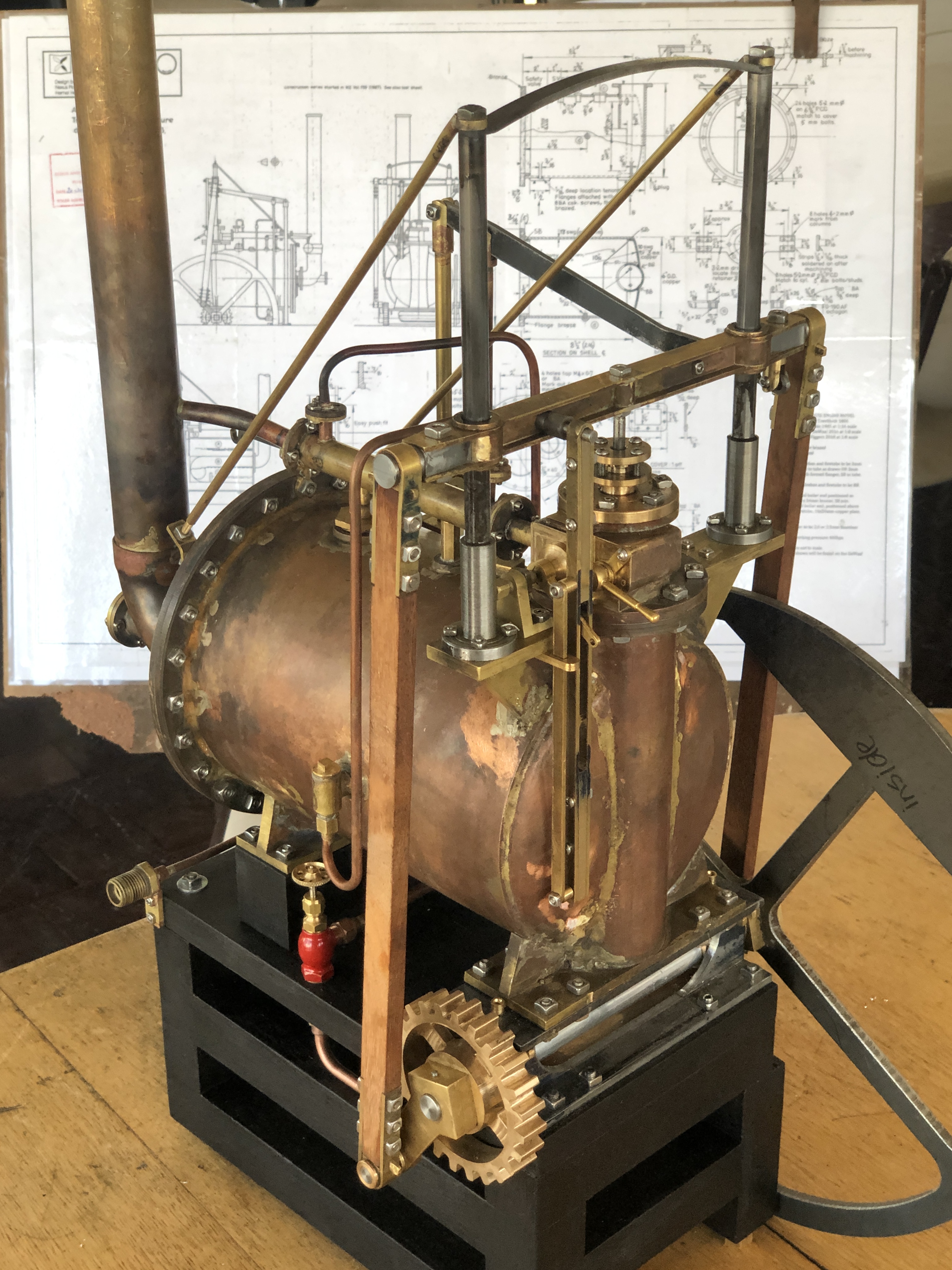
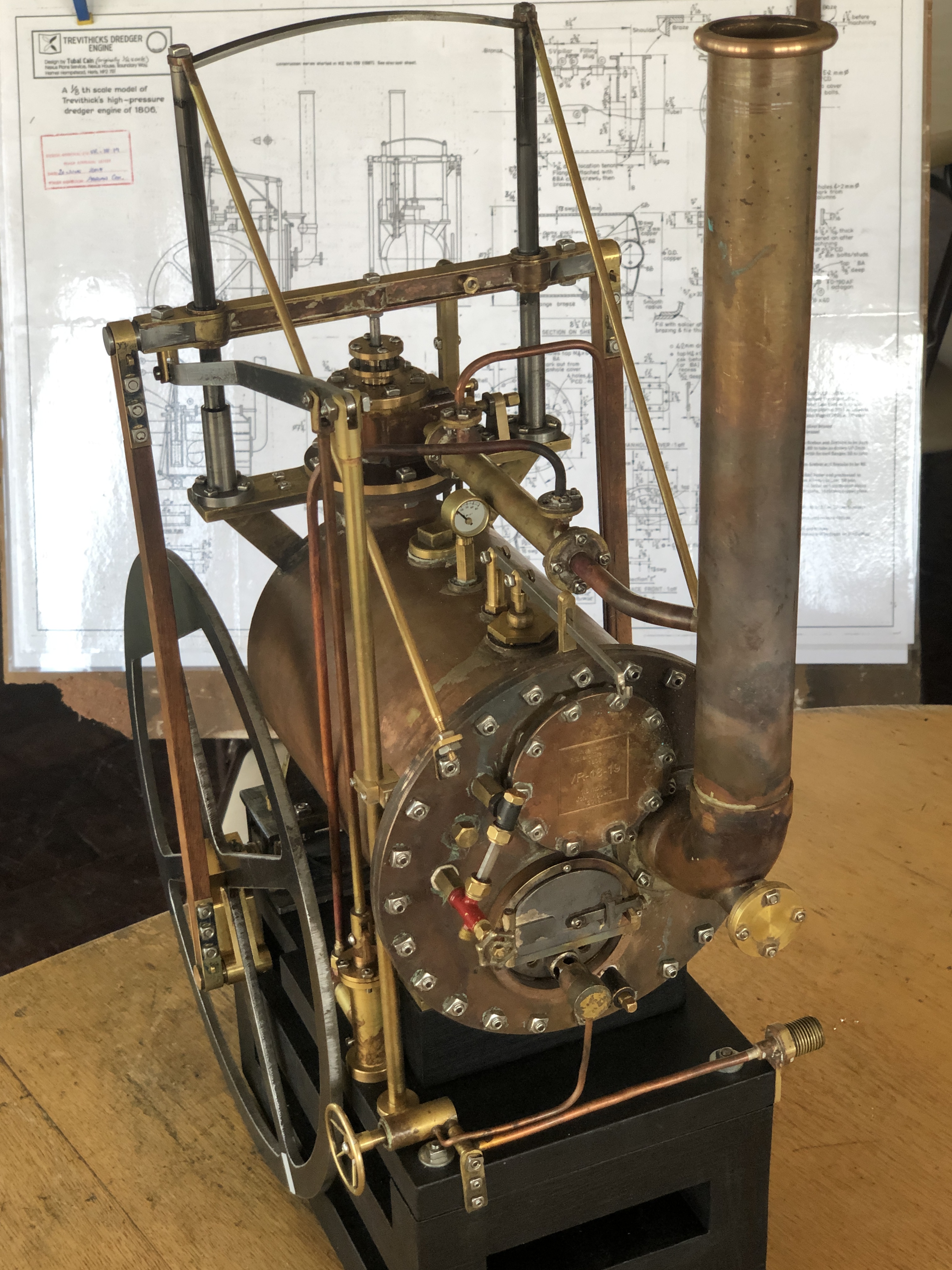















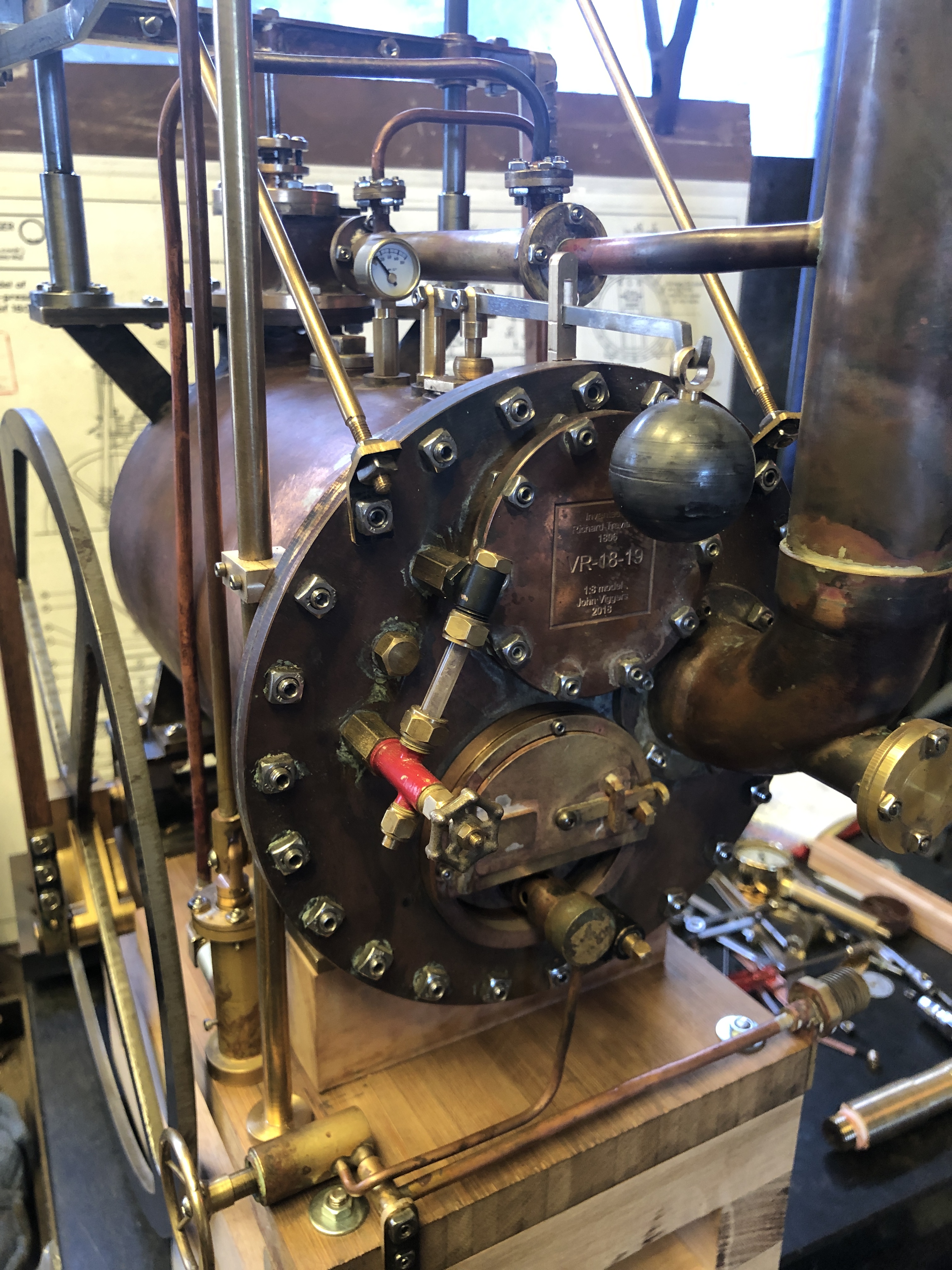


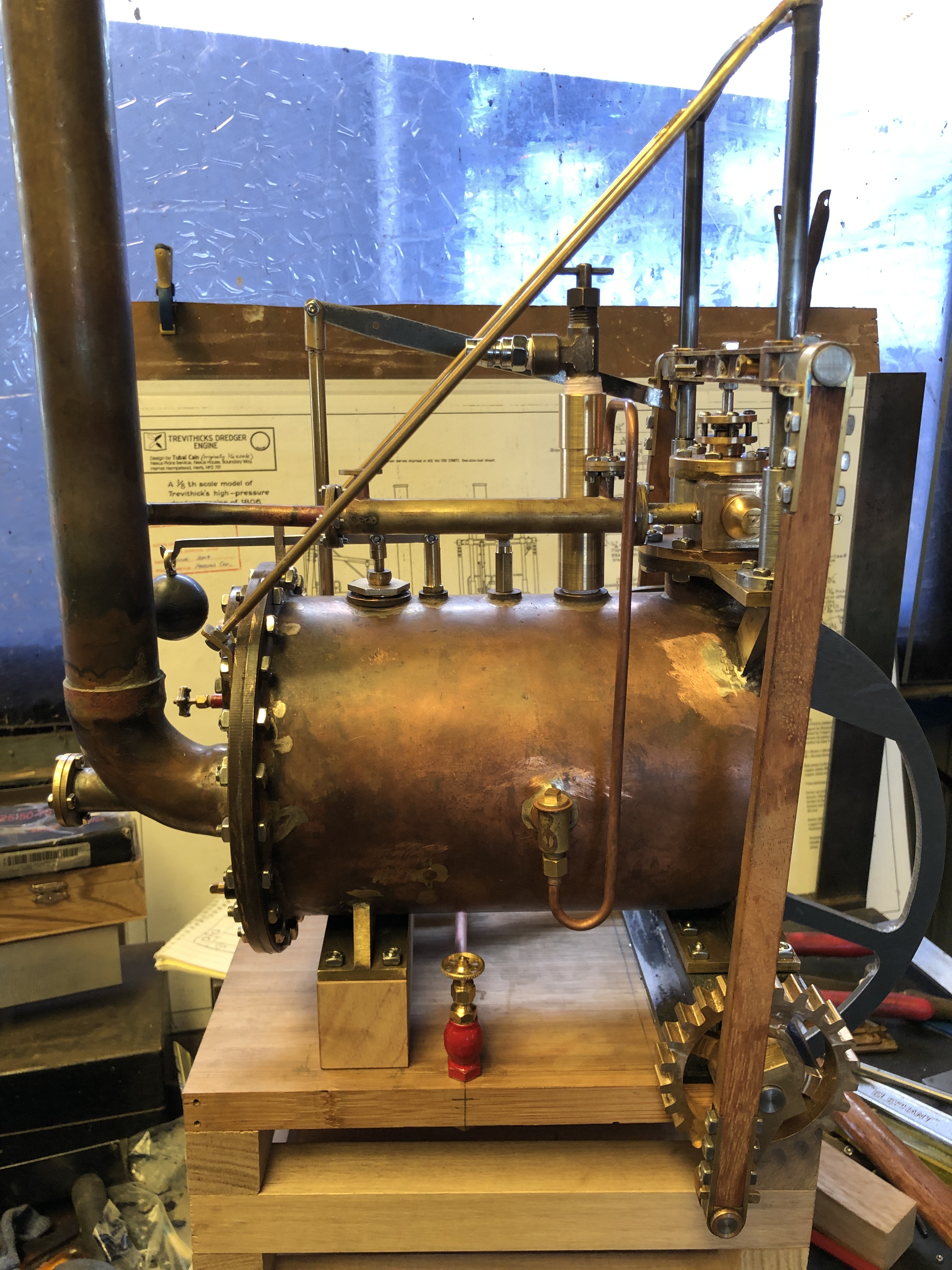















































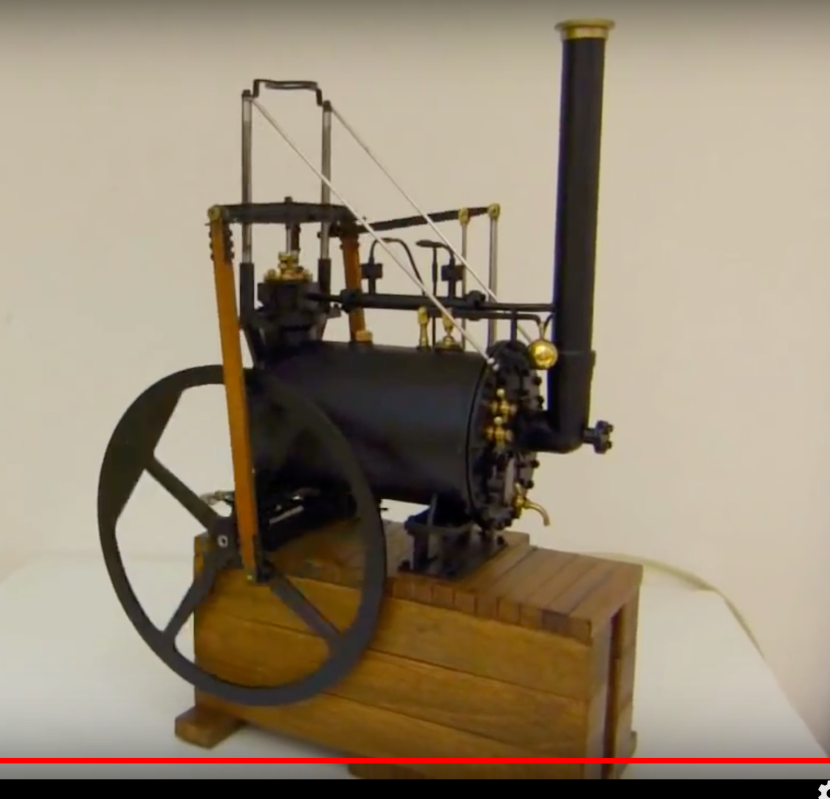




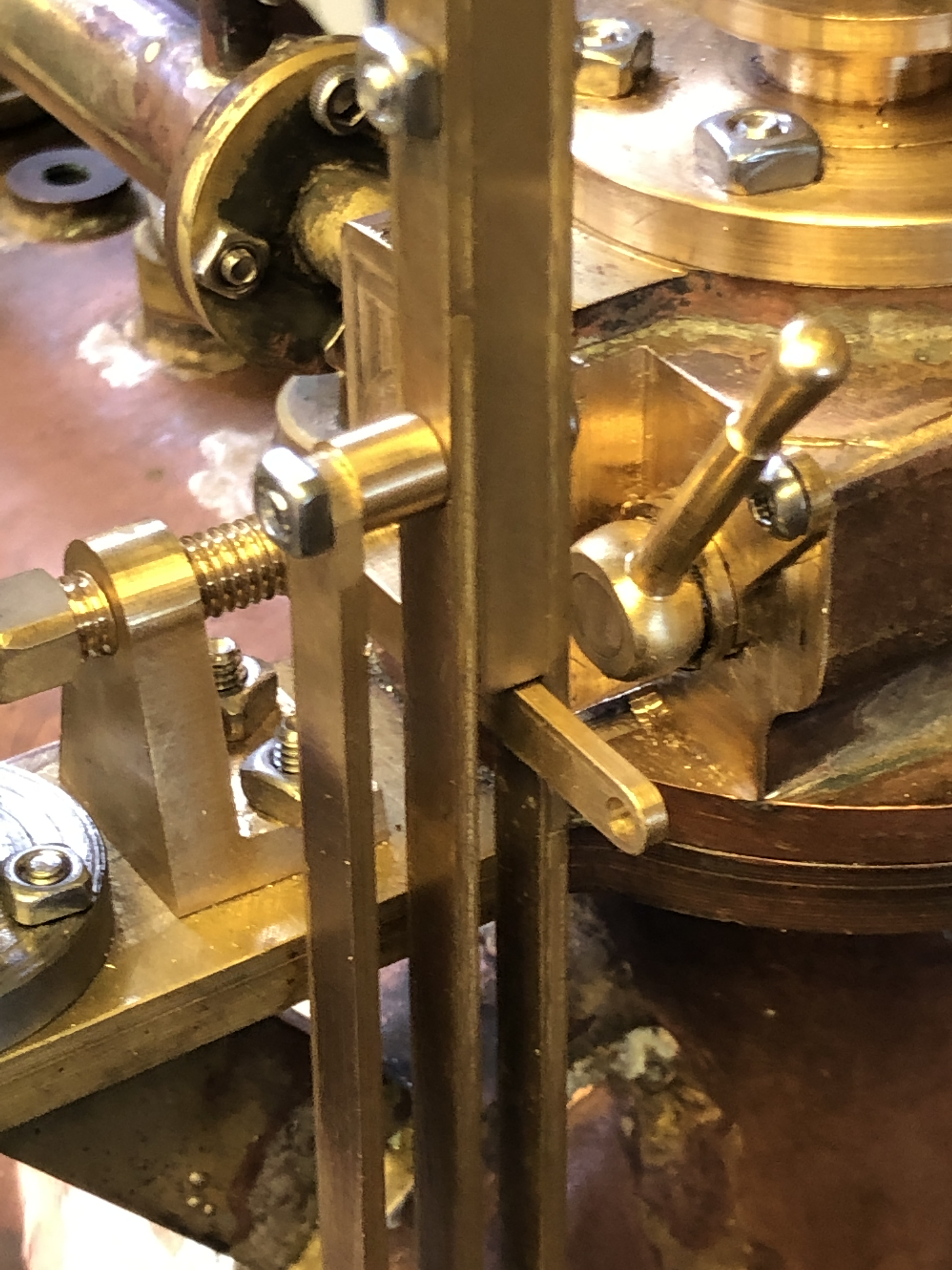




















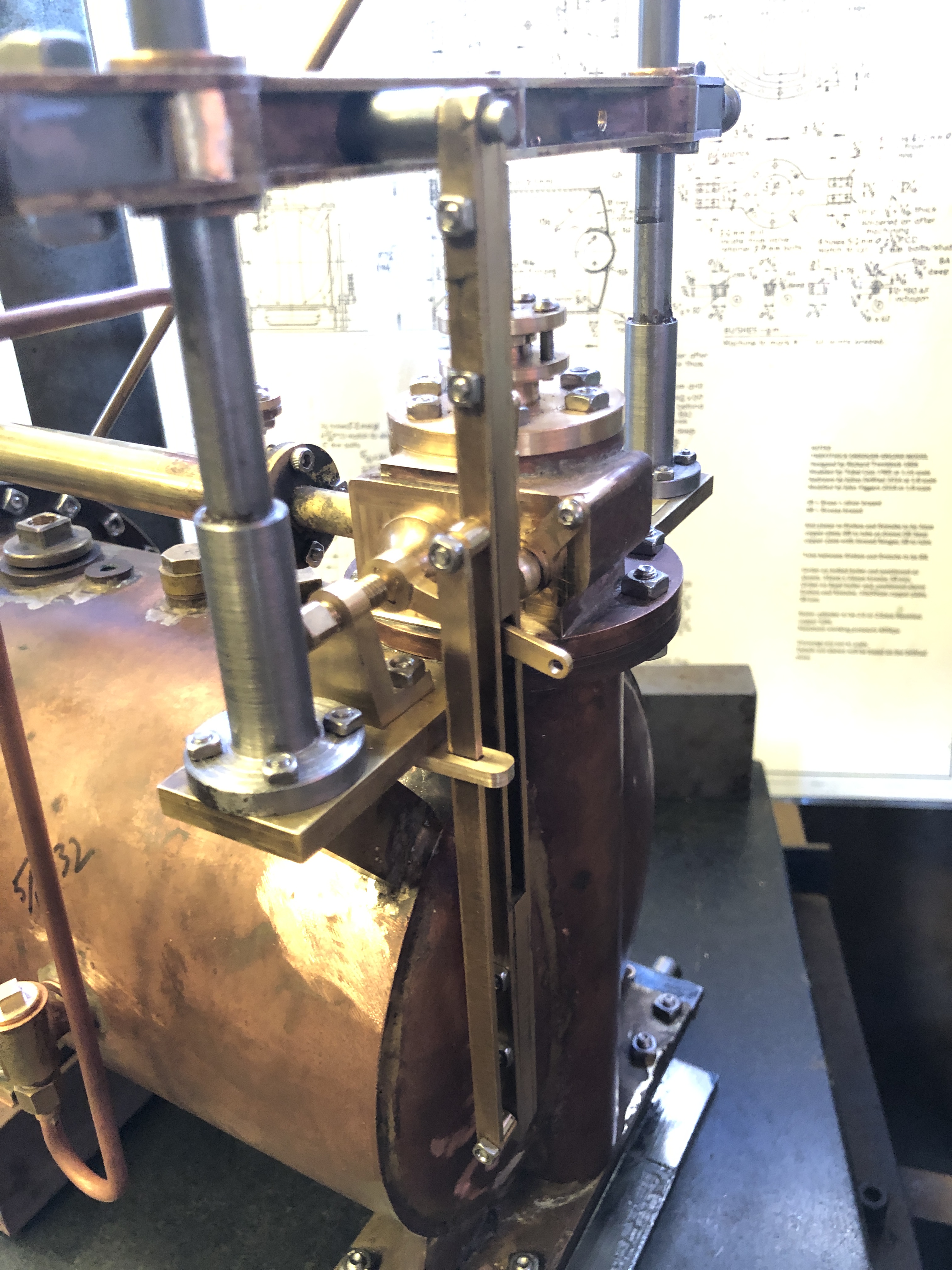












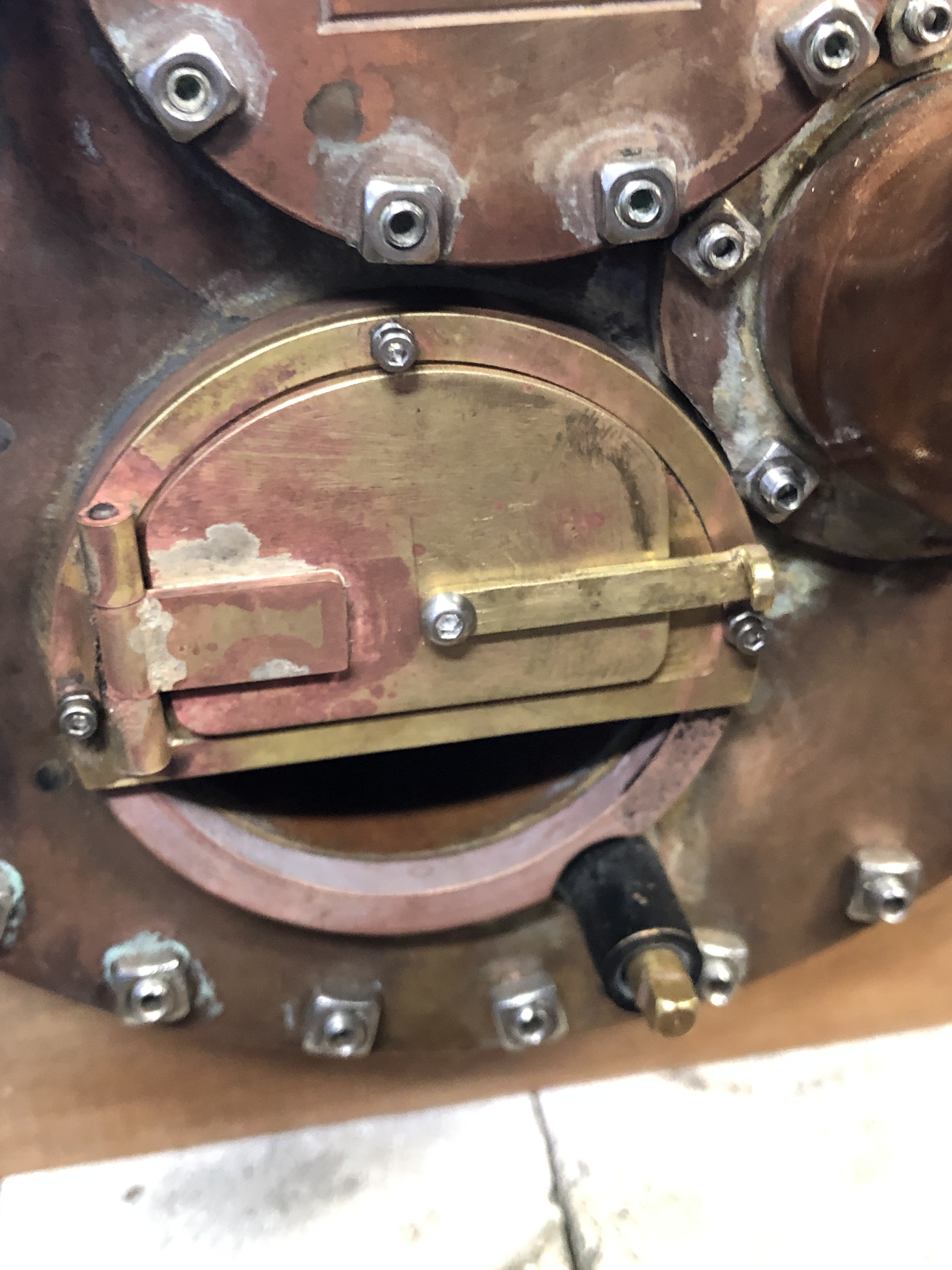




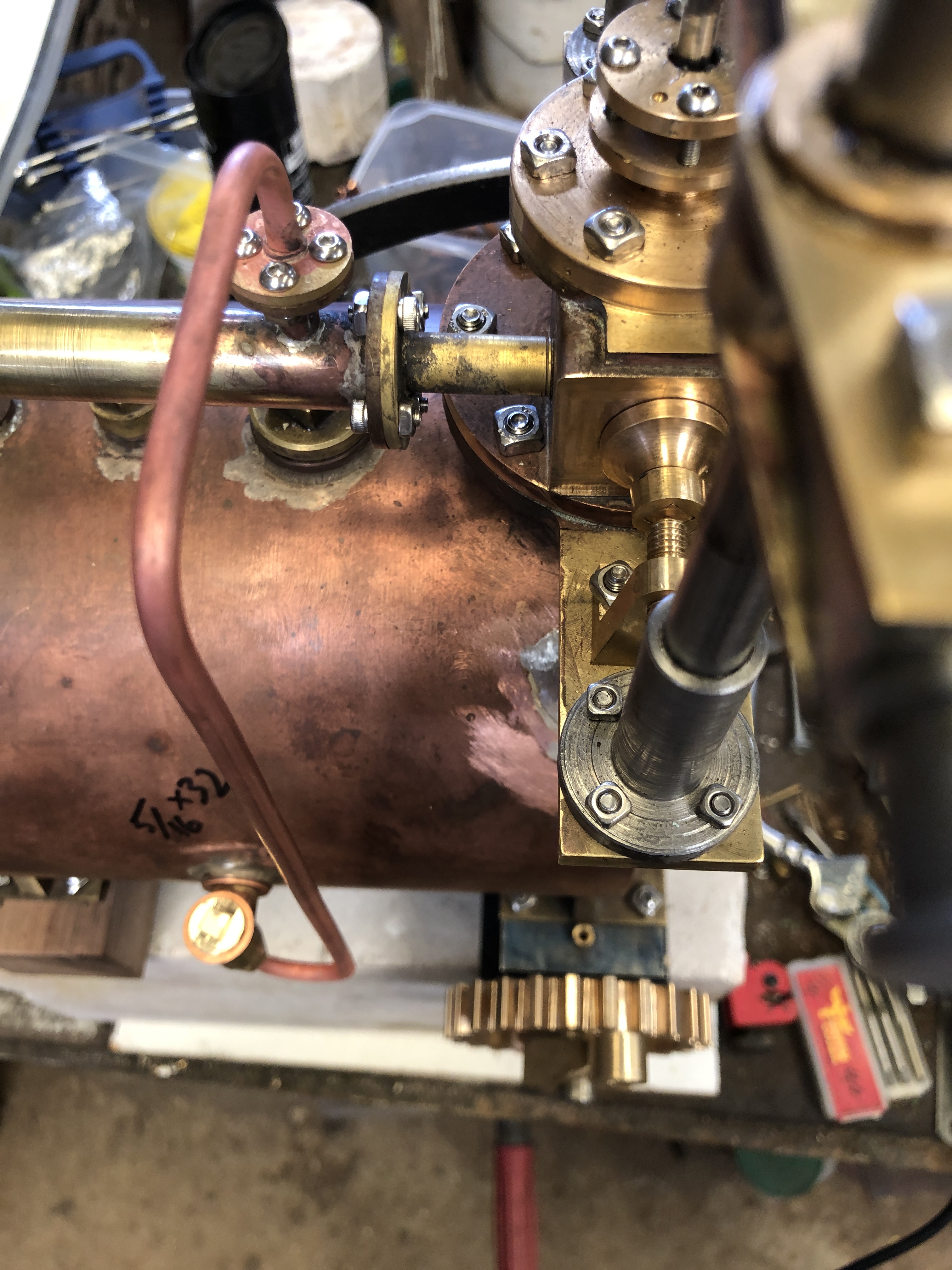







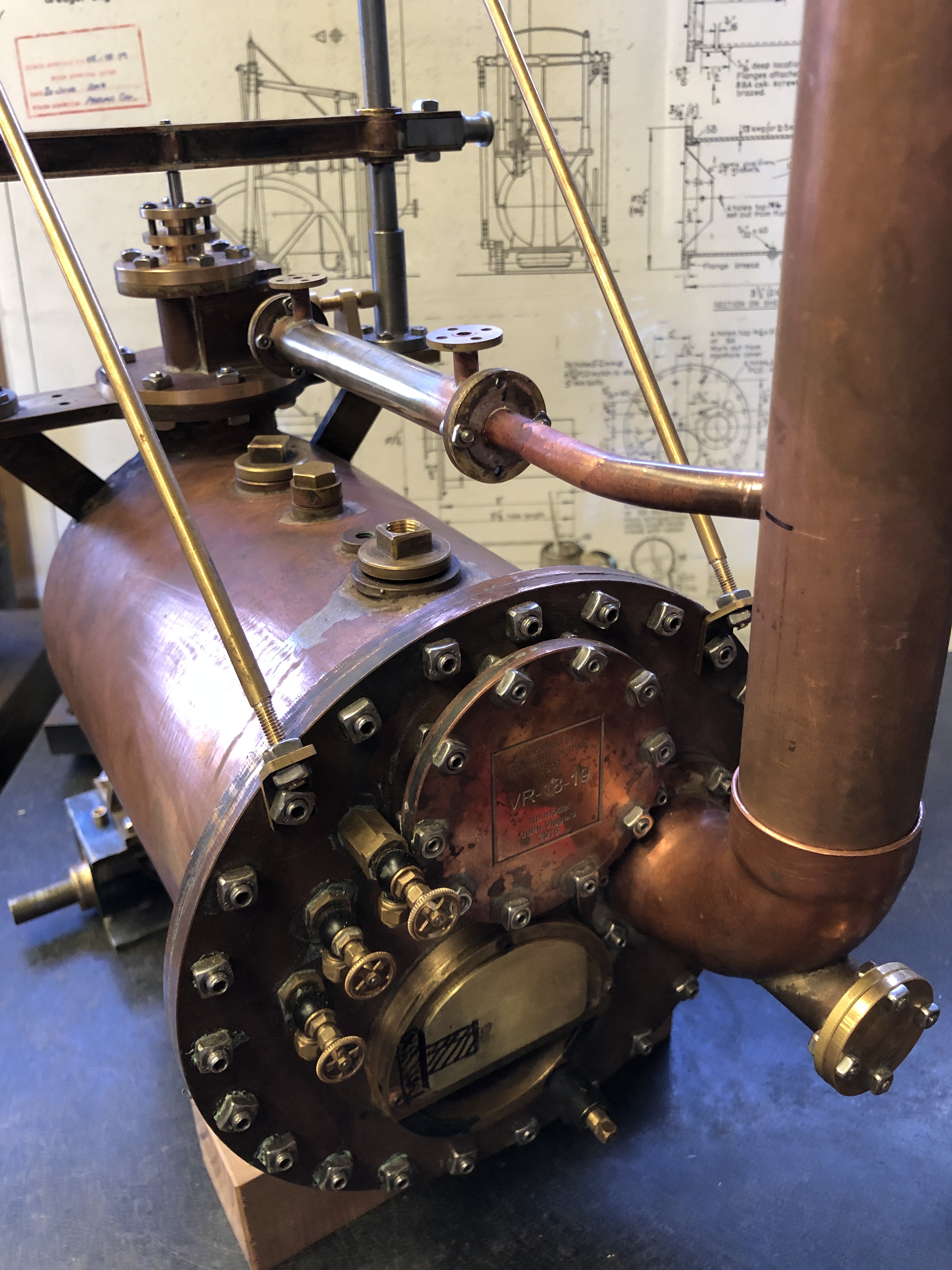
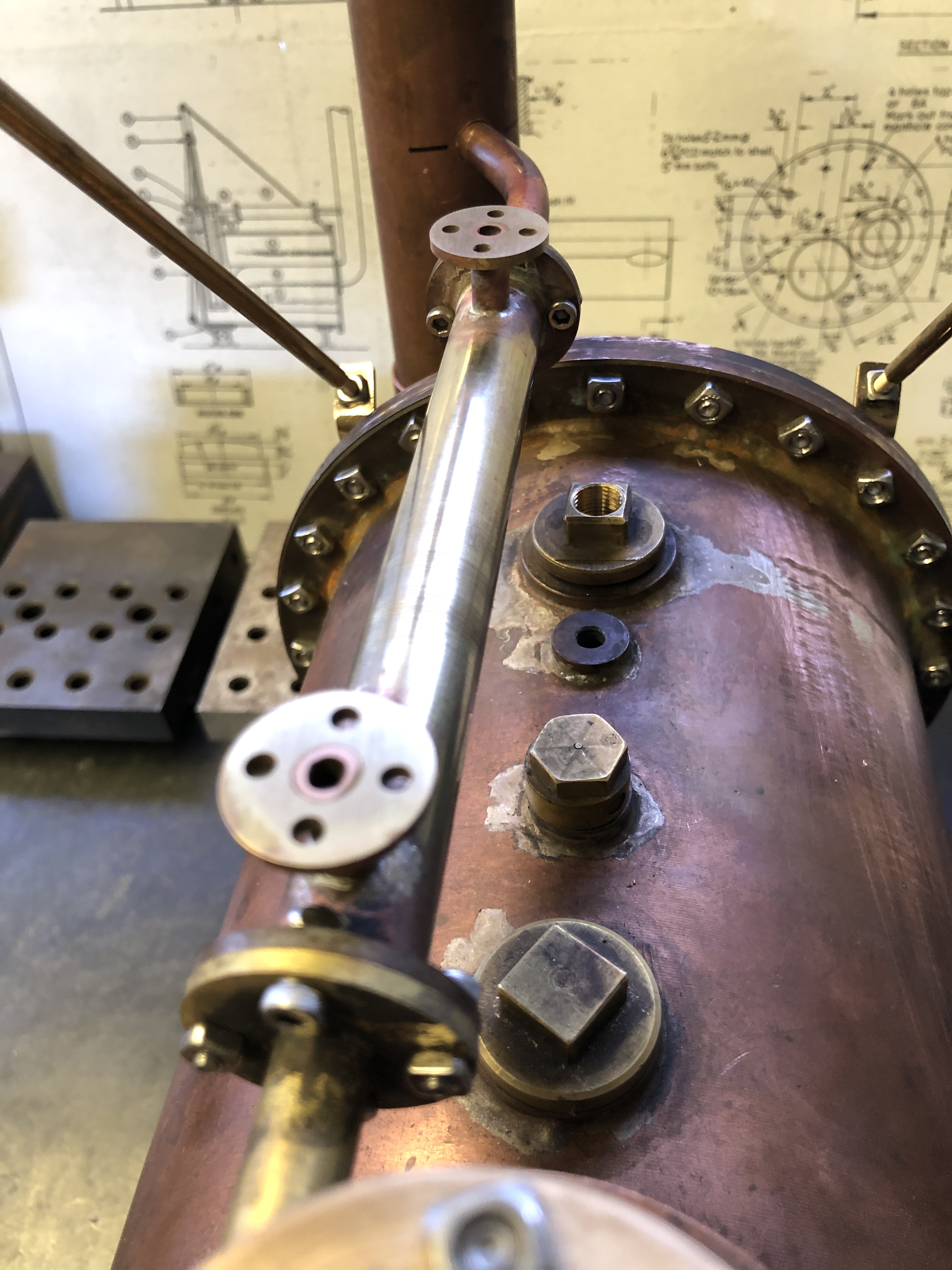





































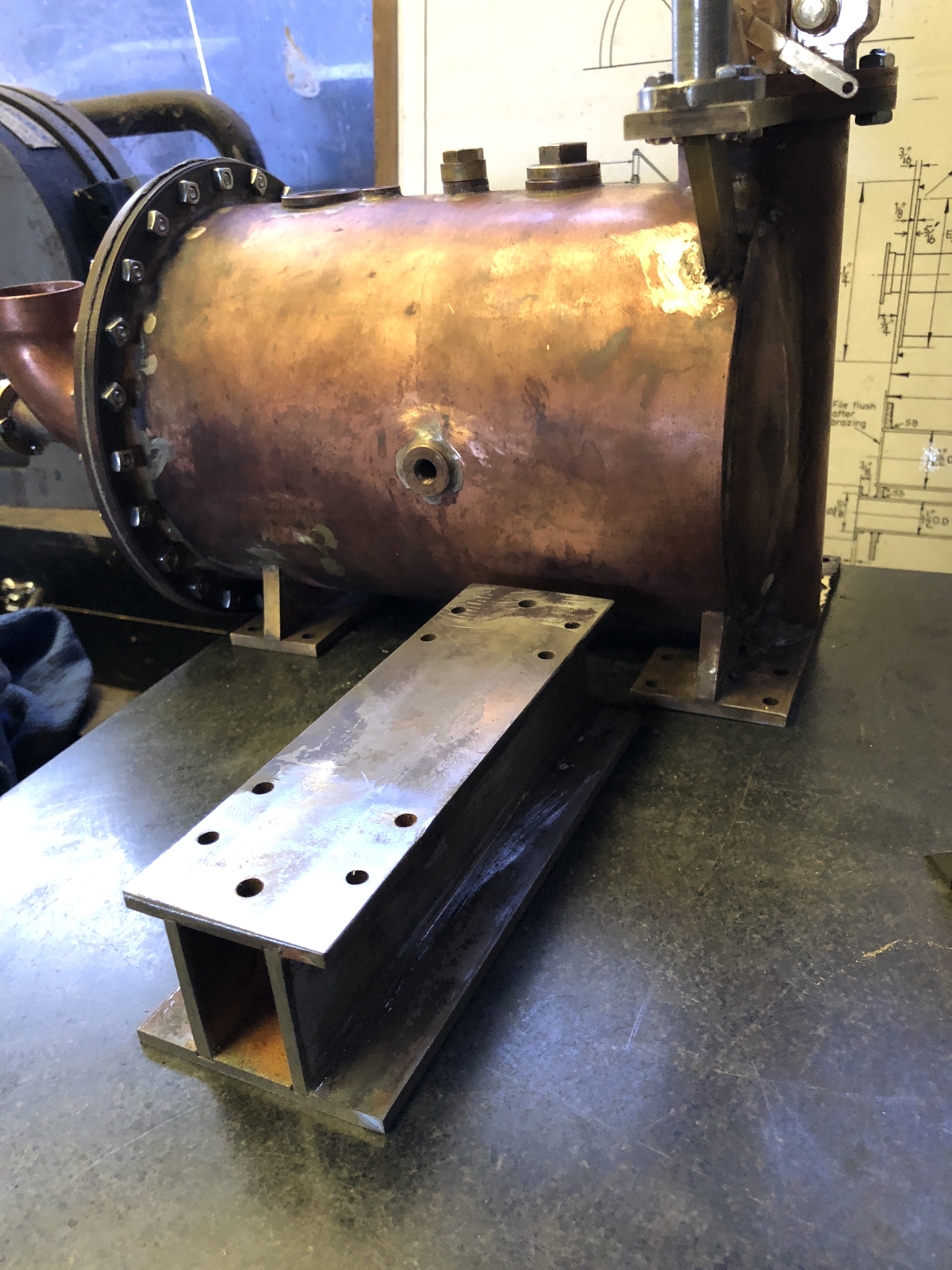



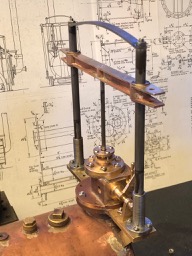












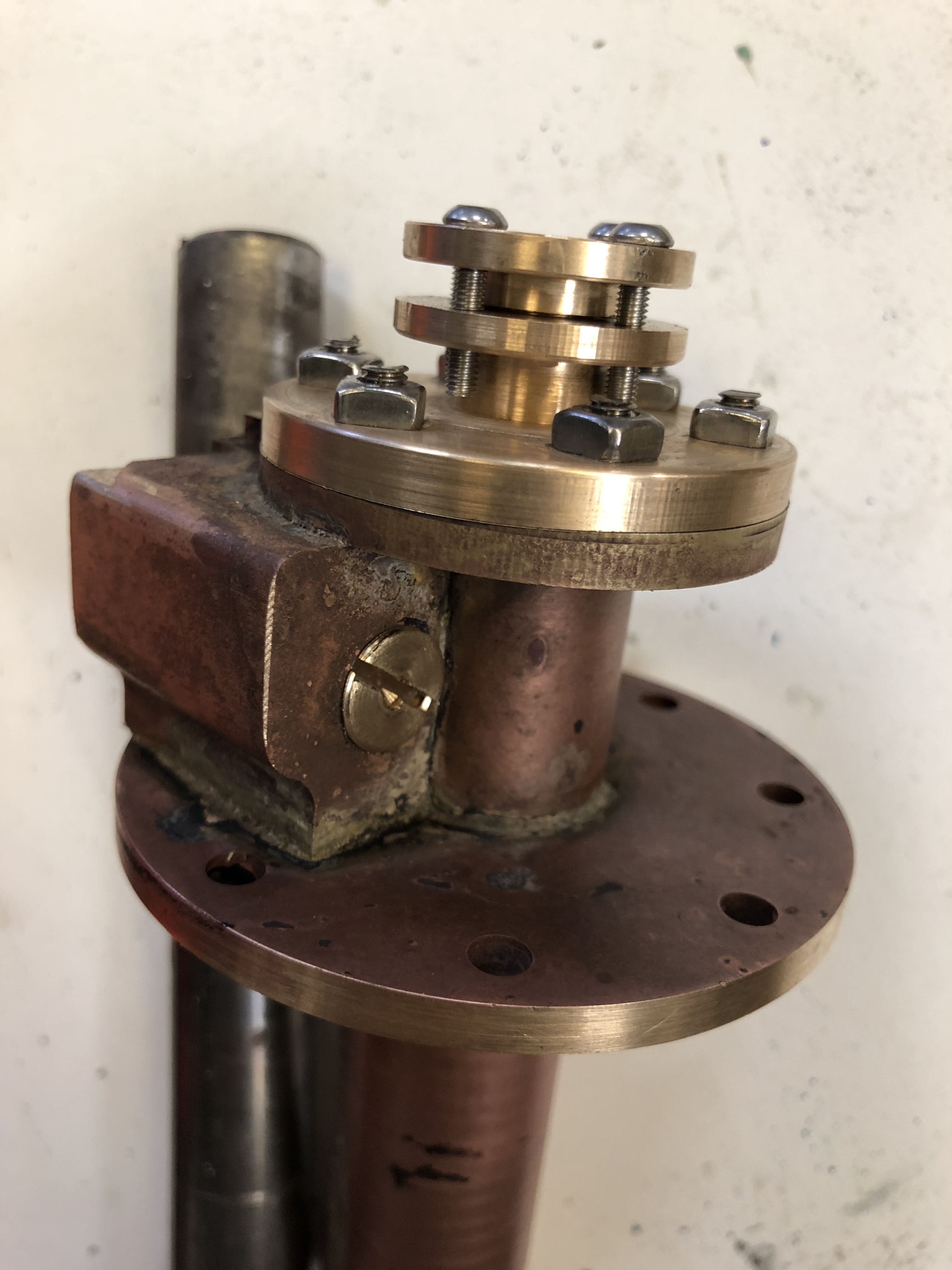












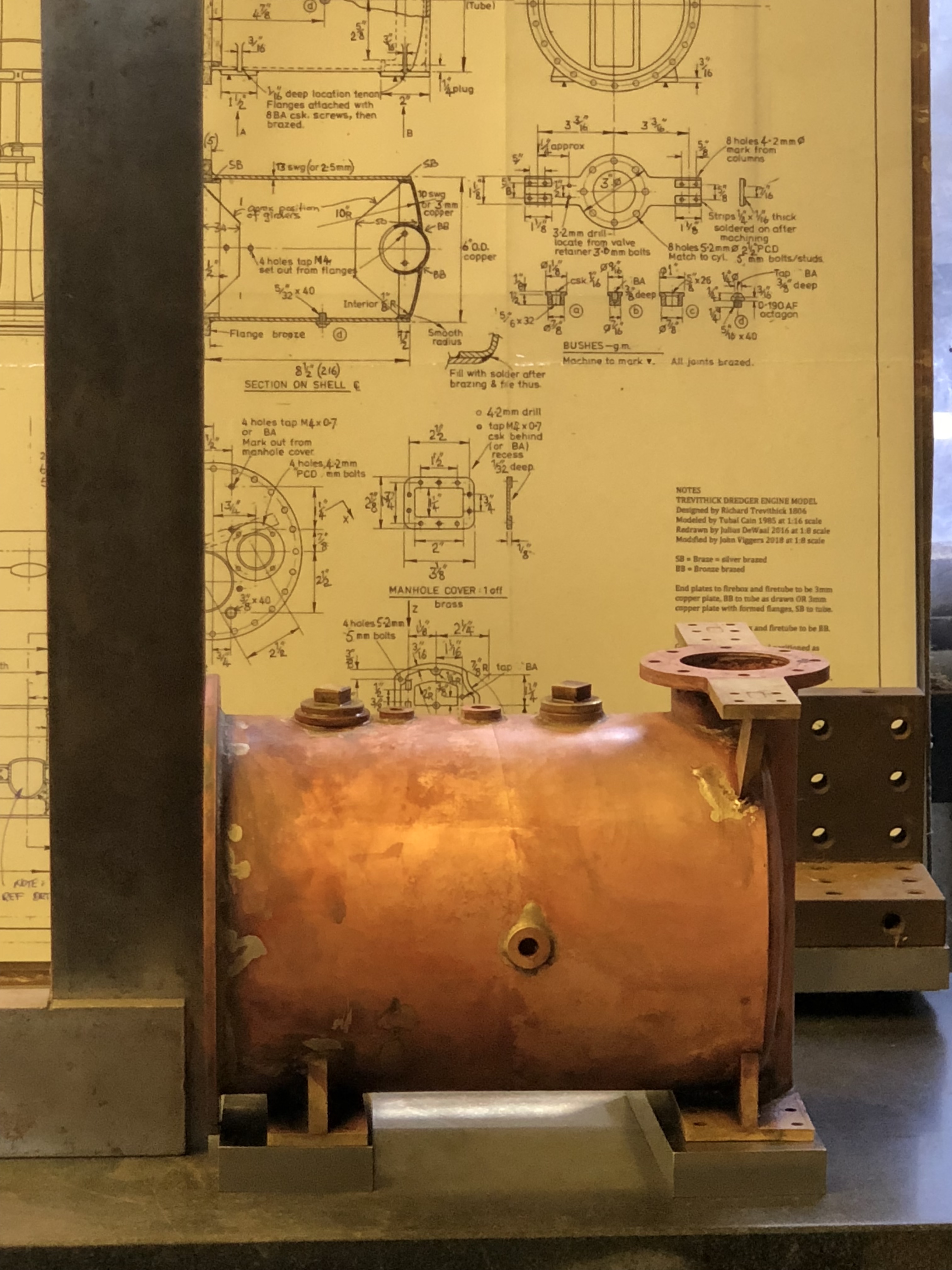
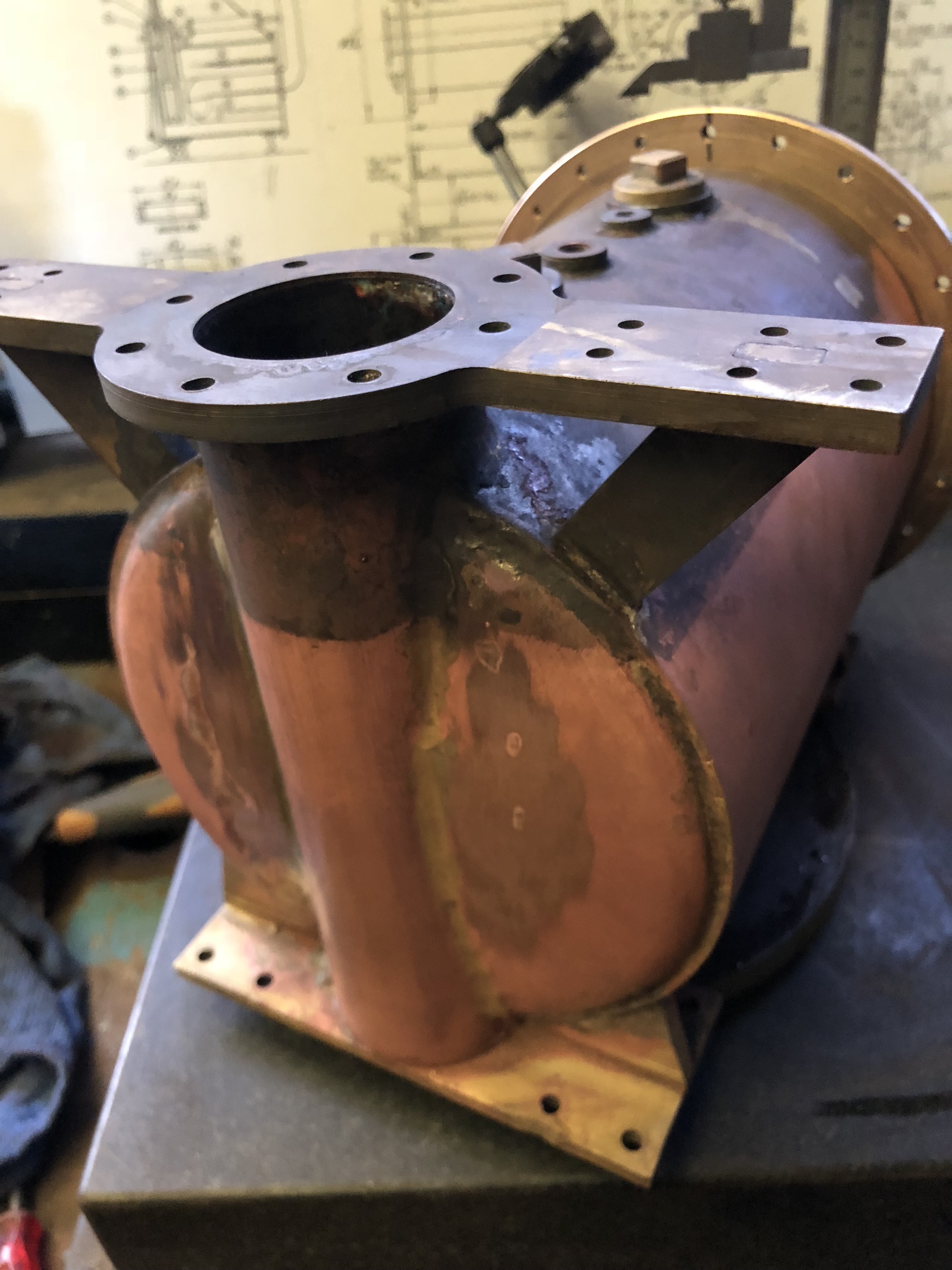
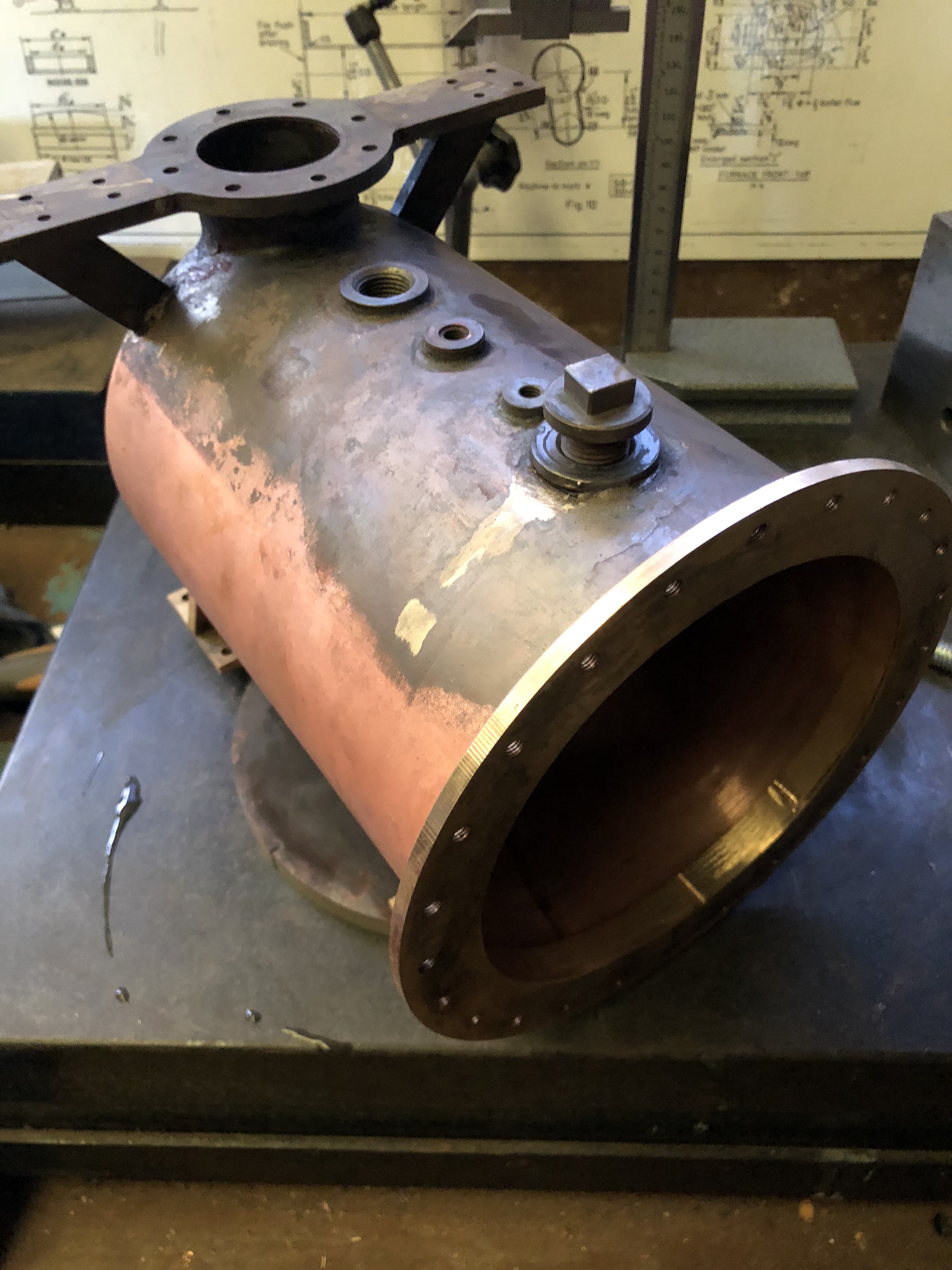
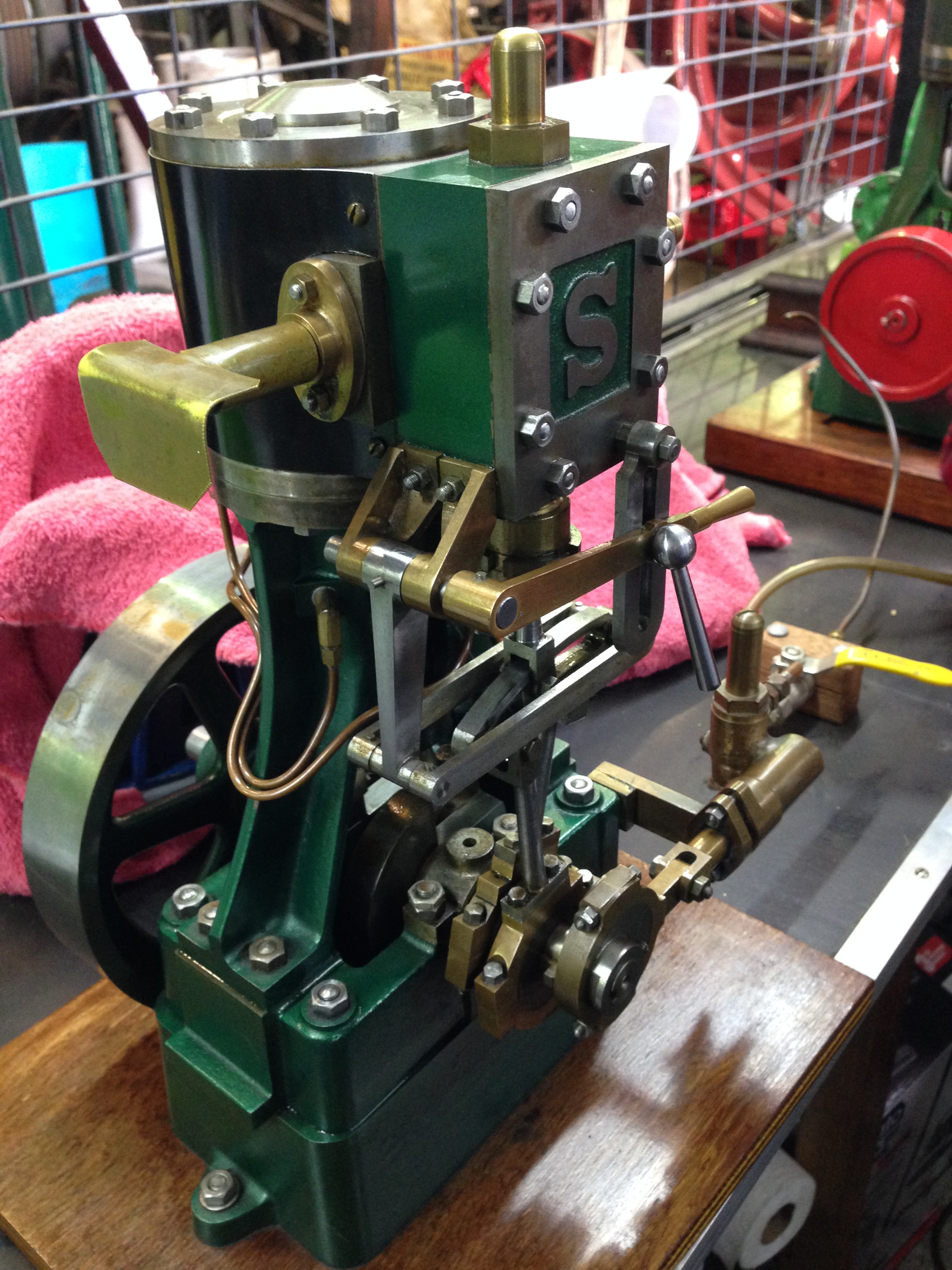
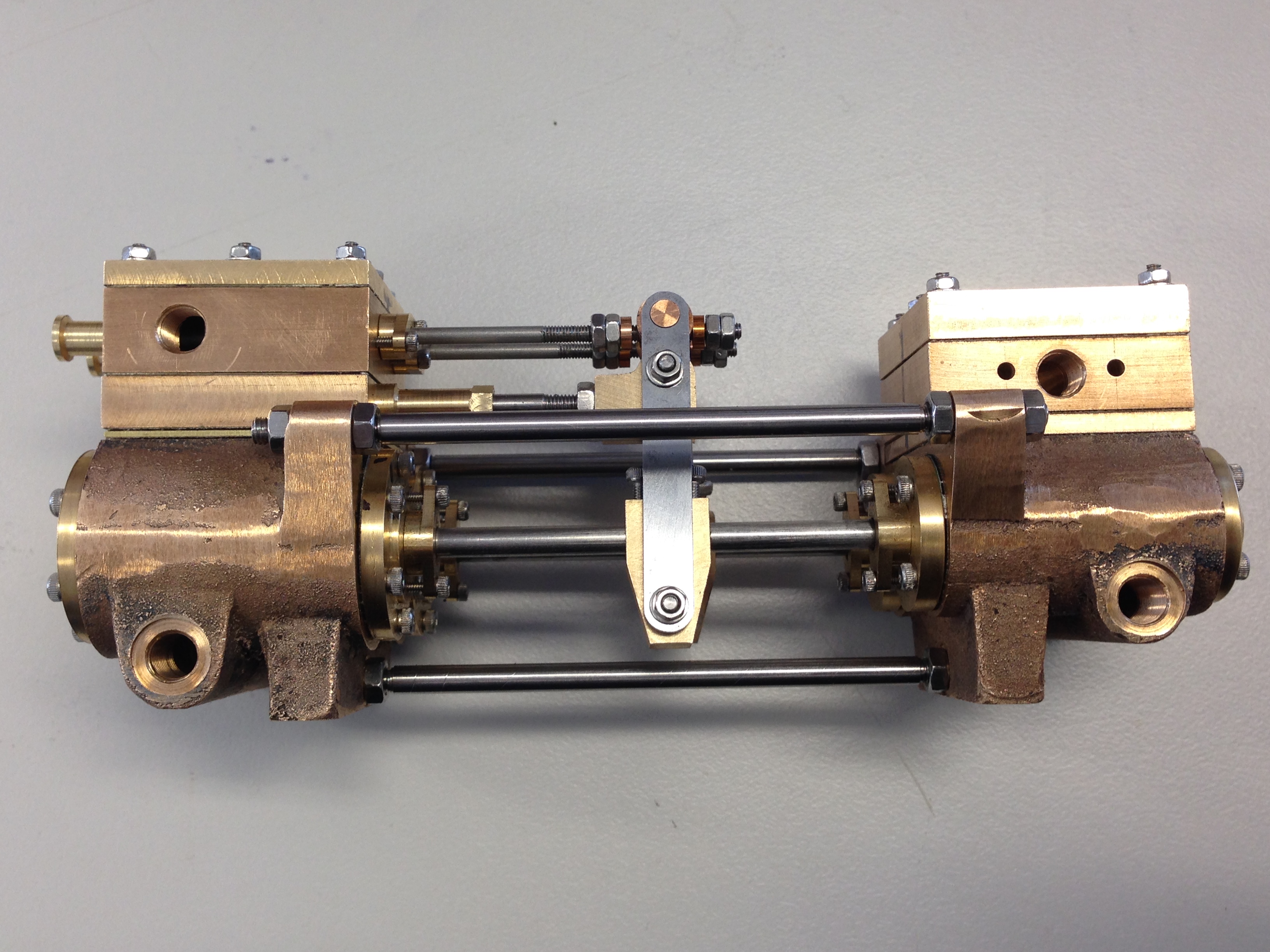
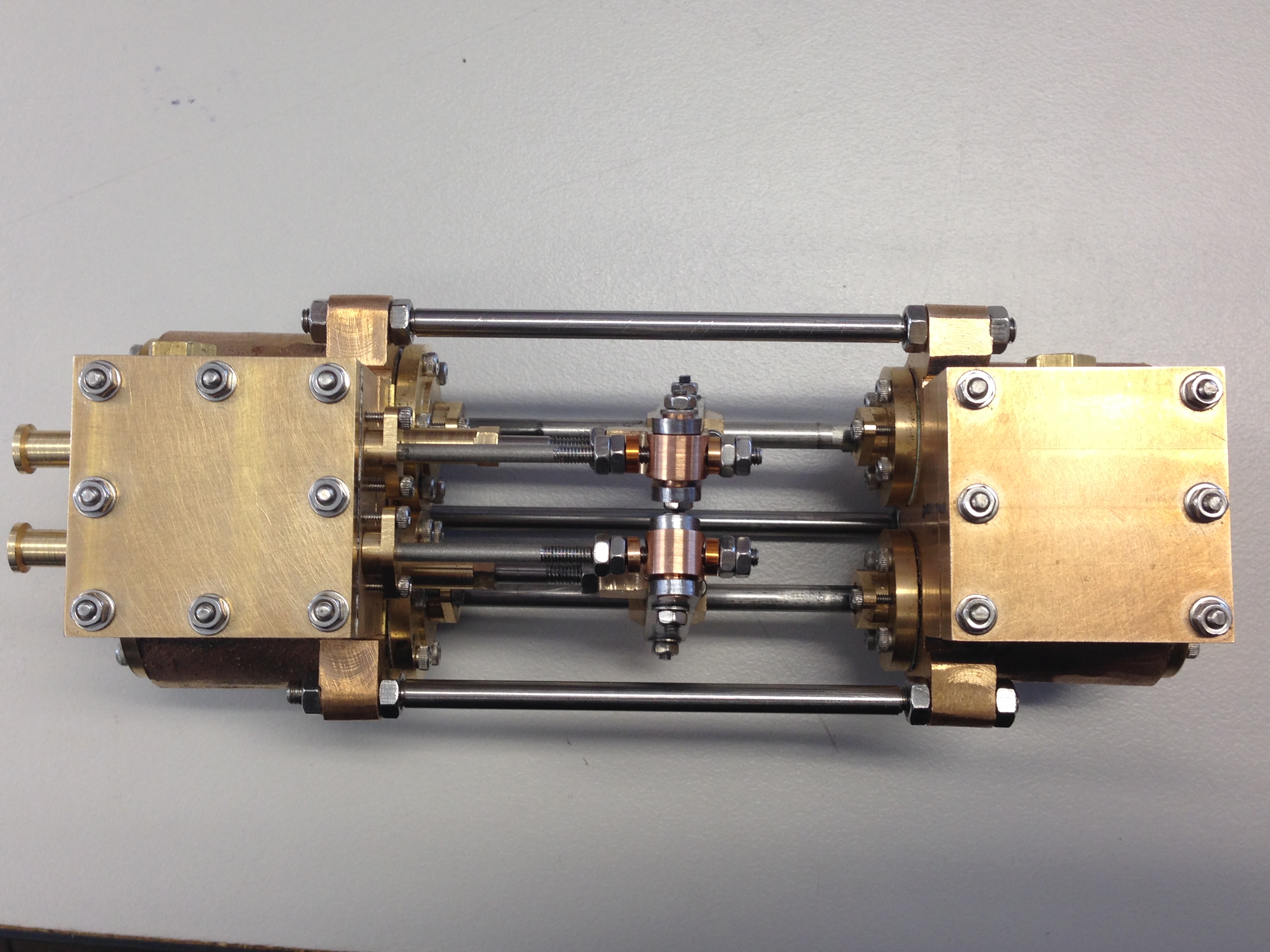
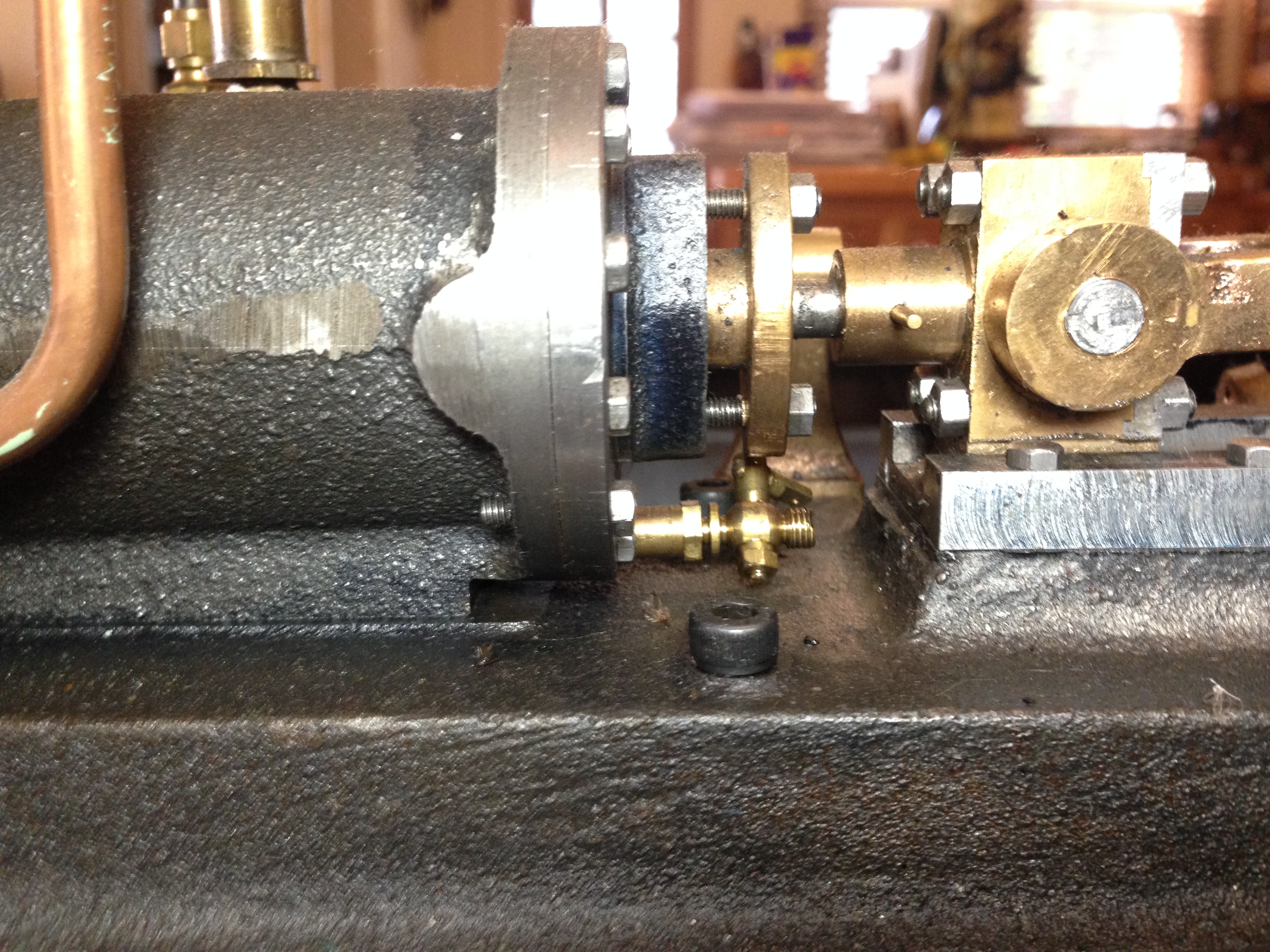
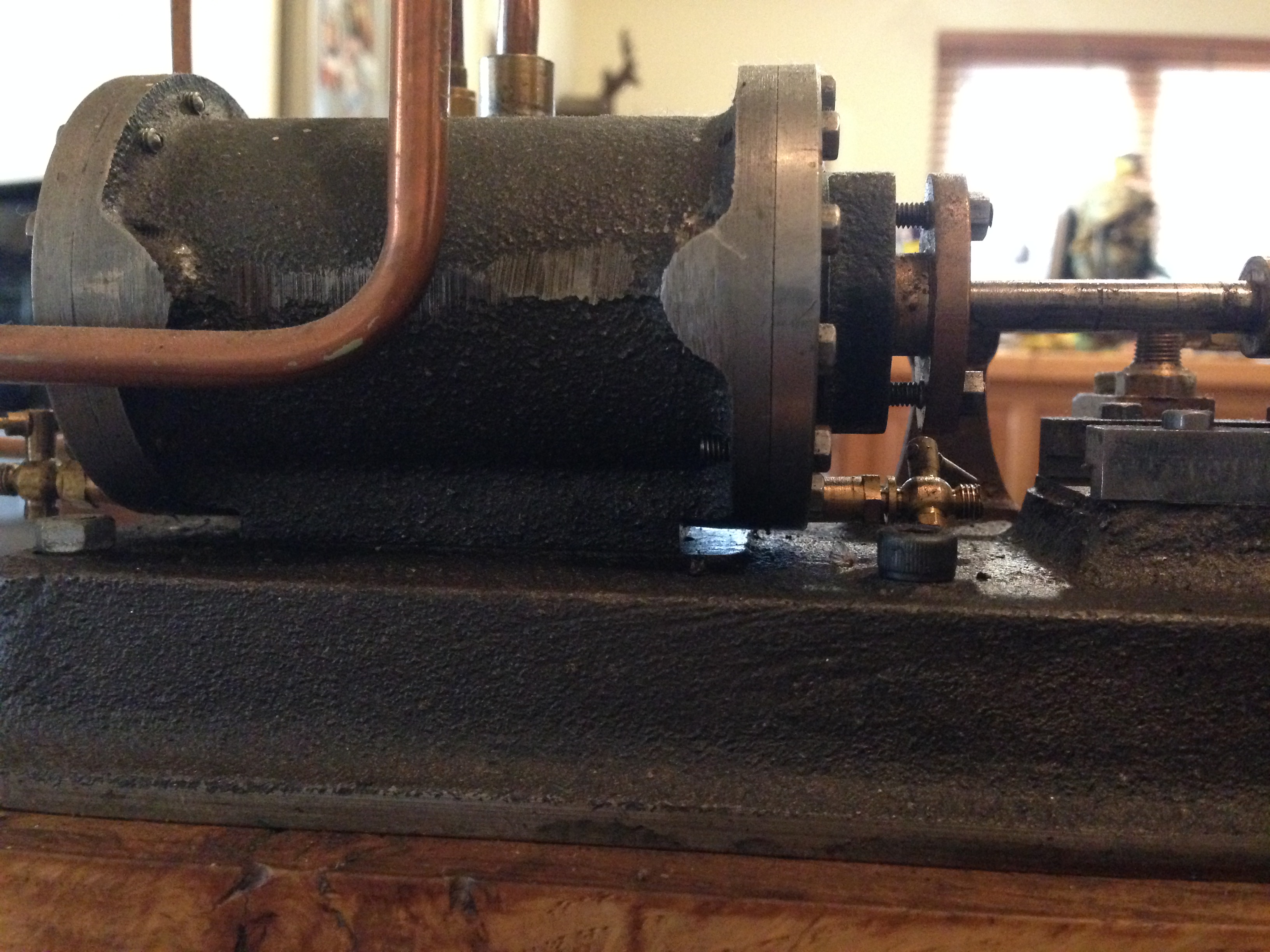
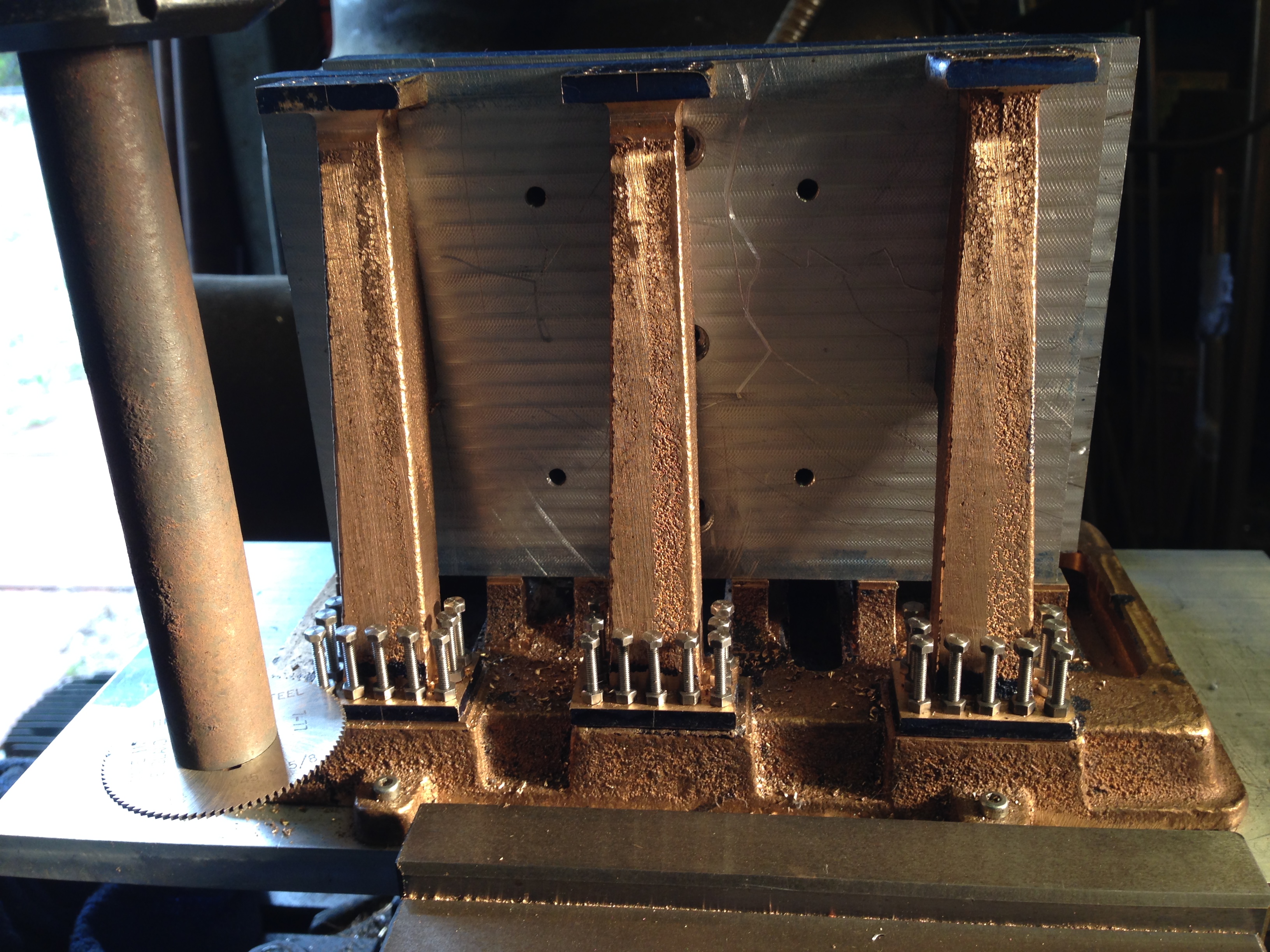
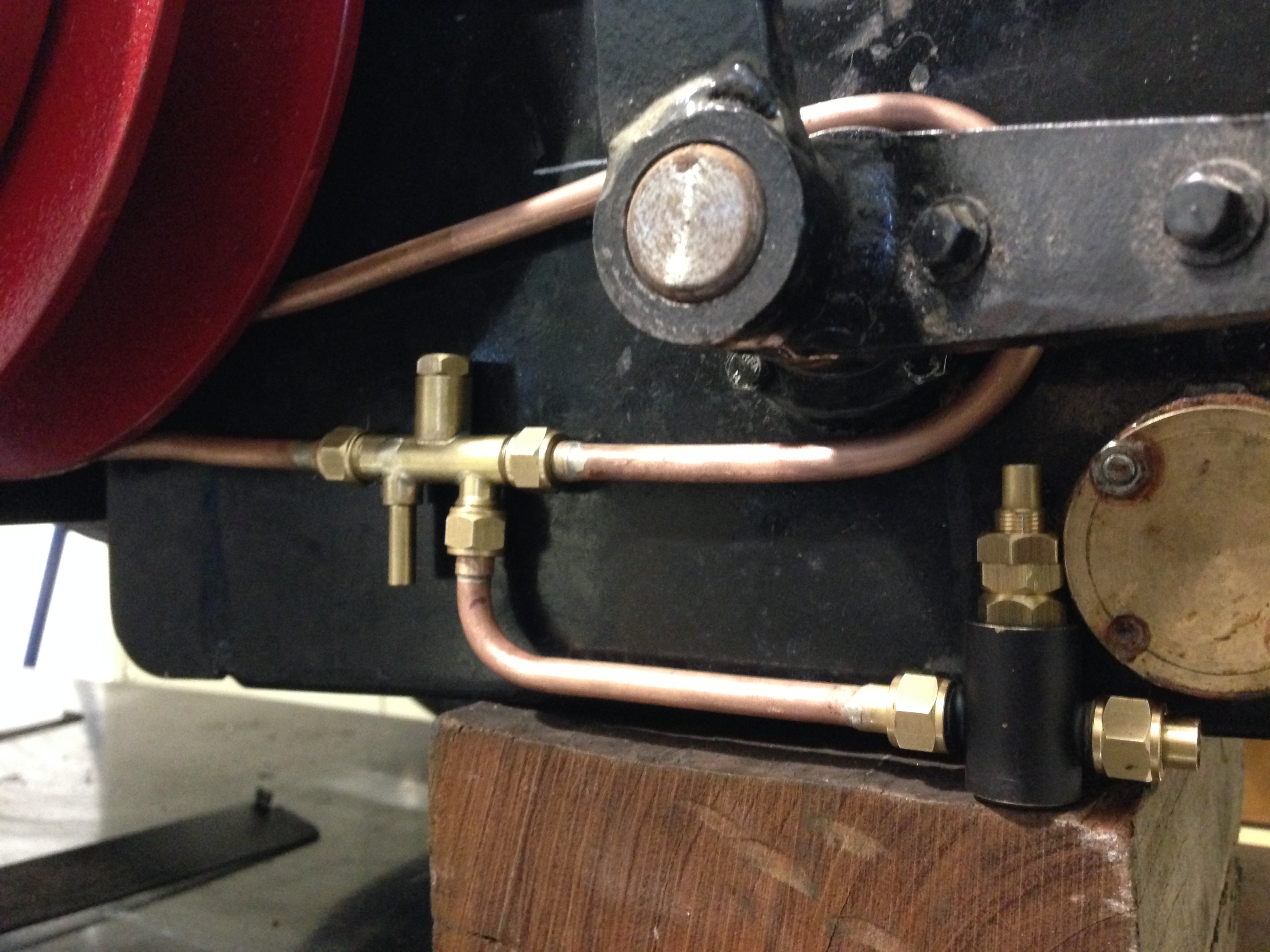
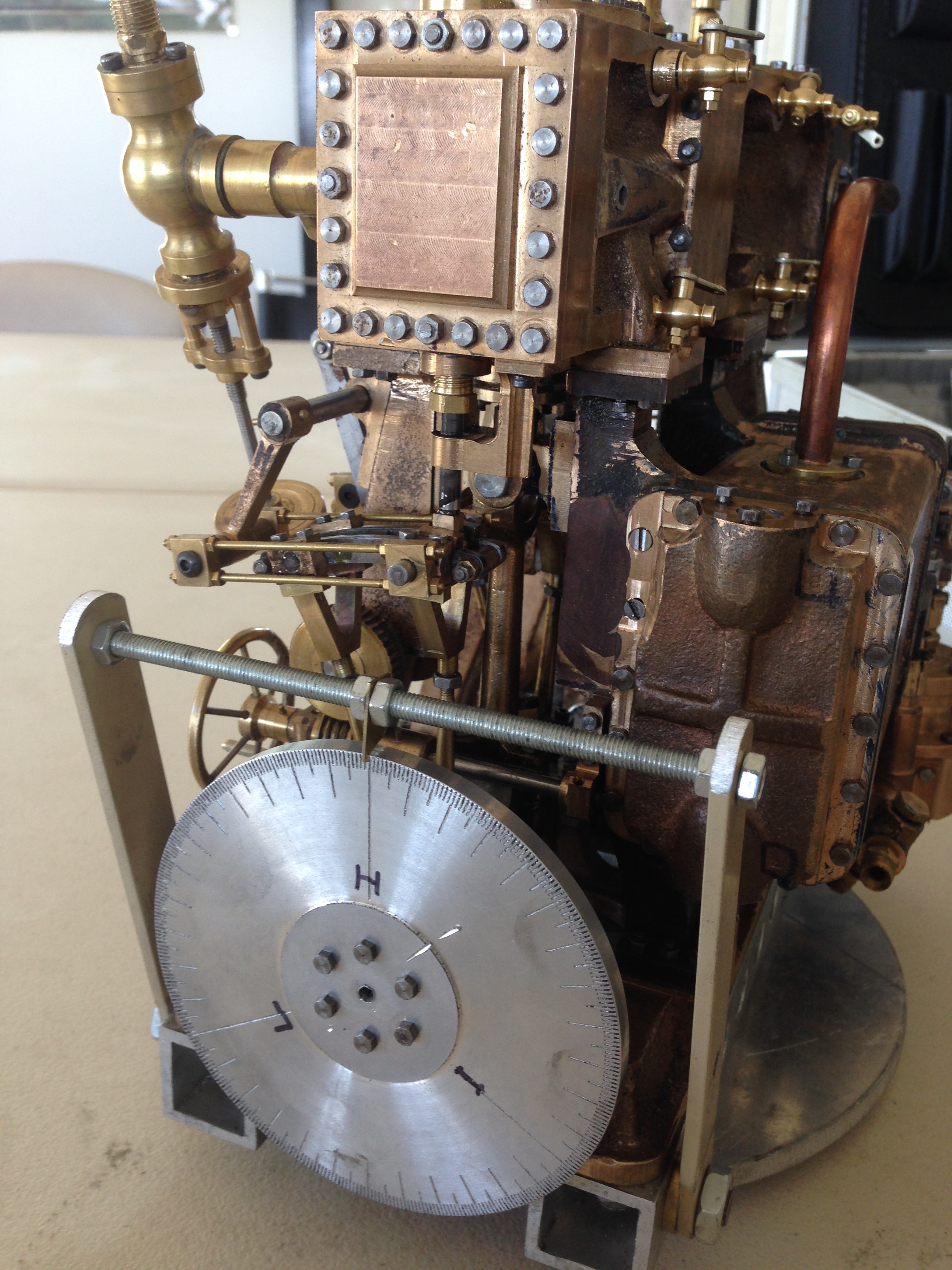
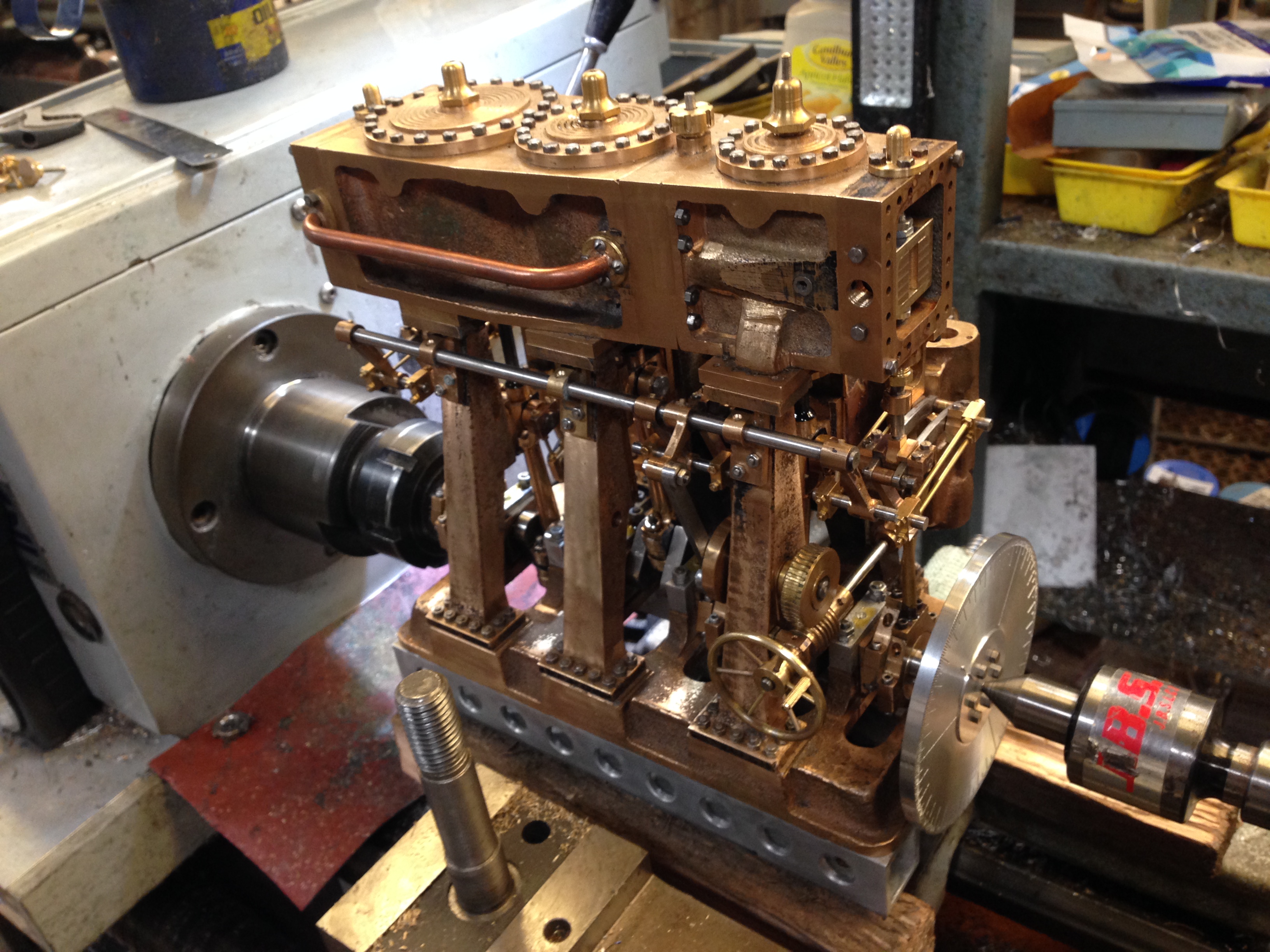
 So I spent the day inserting a lot of square nuts on stainless steel studs, and bolting on some valves. Looks quite interesting? The stainless nuts came from China and were inexpensive. A pity to paint them black.
So I spent the day inserting a lot of square nuts on stainless steel studs, and bolting on some valves. Looks quite interesting? The stainless nuts came from China and were inexpensive. A pity to paint them black.